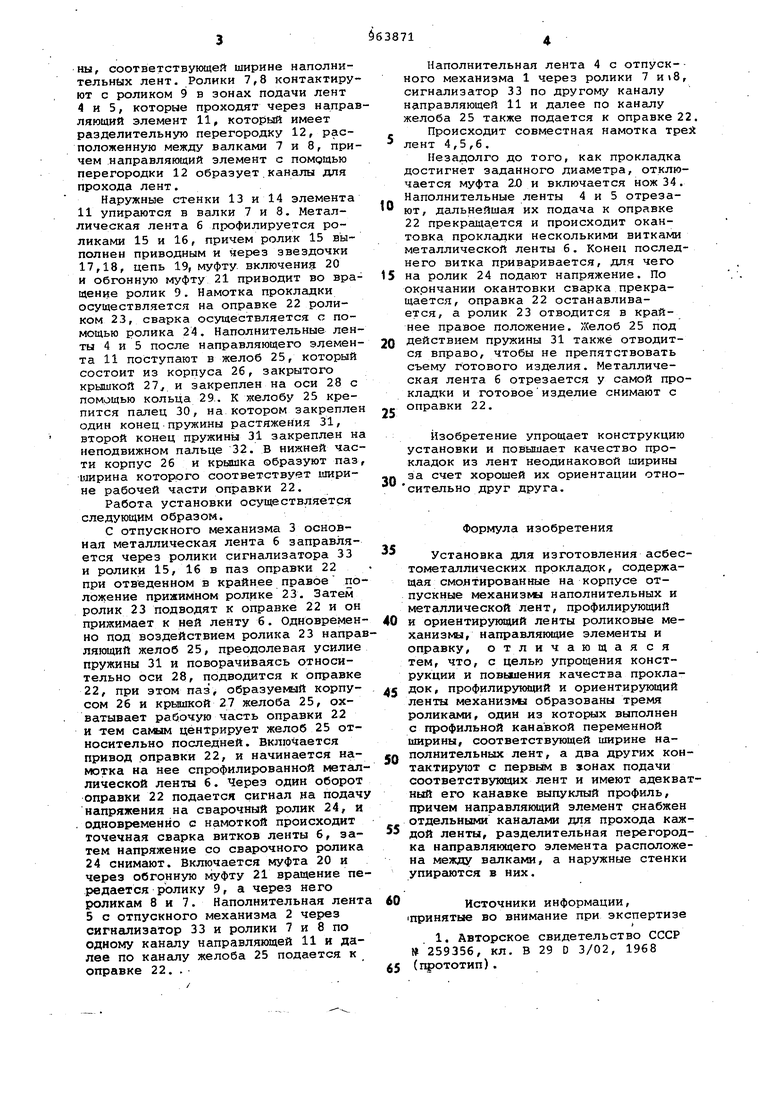
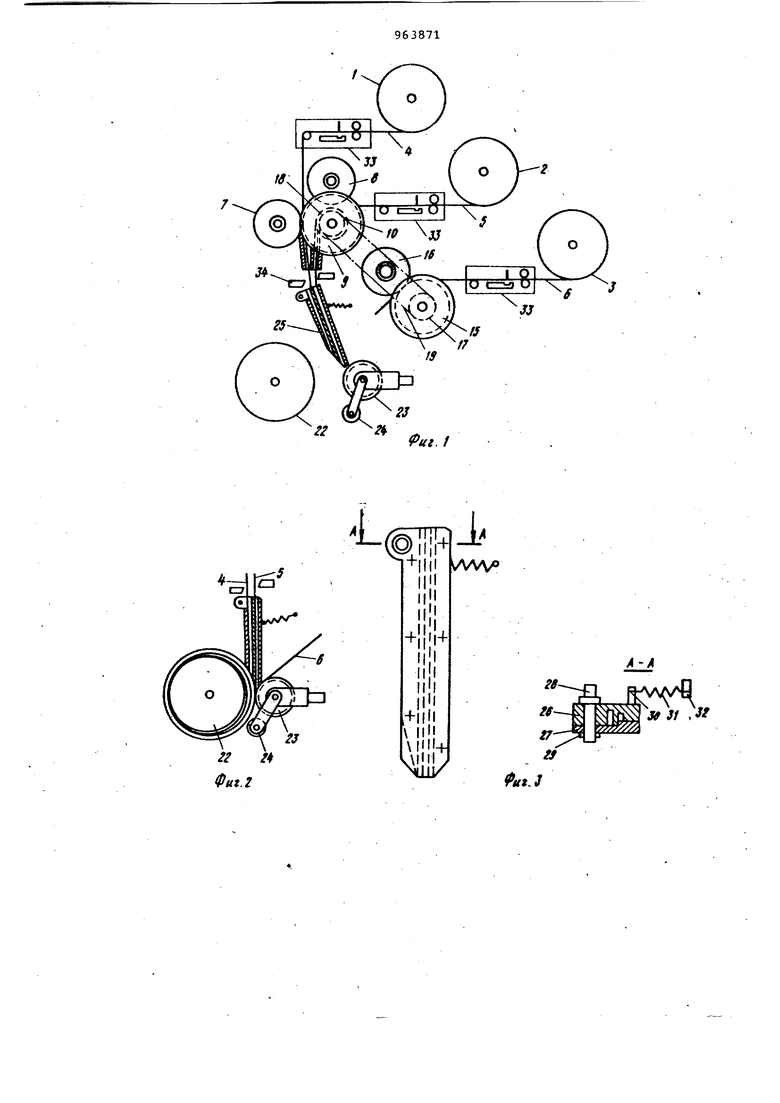
Изобретение относится к произаолству изделий методом намотки и может быть использовано для изготовл ния асбестометаллических прокладок. Известна установка для изготовления асбестометаллических прокладок, содержащс1Я смонтированные на корпусе отпускные механизмы наполнительны и металлической лент профилирукадяй И ориентирующий ленты роликовые меха-. низмы. направляющие элементы и оправ ку СП. в известной установке профилирующи и ориентирующий ленты роликовые меха низмы состоят из нескольких узлов, что усложняет ее конструкцию, а такж не обеспечивает высокой точности под чи лент на формование с помощью оправки. Это устройство наиболее близко к изобретению по технической сущности. Целью изобретения является упрощение конструкции и повьвиение качества прокладок. Поставленная цель достигается з-а счет того, что в установке содержащей смонтированные на корпусе отпускные механизкы наполнительных и металлической ленты, профилирующий и ориентирующий ленты роликовые механизкы, направляющие элементы и оправку, со1;ласно изобретению профилирующий и ориентирующий ленты механизмы образованы тремя роликами, один из которых выполнен с профильной канавкой переменной ширины, соответствующей ширине наполнительных лент, а два других контактируют с первым в зонах подачи соответствующих лент и имеют адекватный его канавке выпуклх профиль, причем направлякяций элемент снабжен отдельными кангшгили для прохода каждой .ленты, разделительная перегородка которого расположена между вёшкам, а наружные стенки упираются в них. На фиг. 1 и 2 схематически показана установка} на фиг. 3 - показан желоб; на фиг. 4 и 5 - трехвалковый профилирующий и ориентирующий механизм. Установка состоит из отпускных механизмов 1, 2, 3 соответственно наполнительных 4,5 и металлической 6 лент, трех роликов 7,8,9 для профилирования и ориентации наполнитель ных лент 4,5. Ролик 9 выполнен с профильной канавкой 10 переменной ширины, соответствующей ширине наполнительных лент. Ролики 7,8 контактируют с роликом 9 в зонах подачи лент
4и 5, которые проходят через направяющий элемент 11, который имеет разделительную перегородку 12, расположенную между валками 7 и 8, причем направляющий элемент с помдщью перегородки 12 образует.каналы для прохода лент.
Наружные стенки 13 и 14 элемента 11 упираются в валки 7 и 8. Металическая лента 6 профилируется роиками 15 и 16, причем ролик 15 выполнен приводным и через звездочки 17,18, цепь 19, муфту, включения 20 и обгонную муфту 21 приводит во вращение ролик 9. Намотка прокладки осуществляется на оправке 22 роликом 23, сварка осуществляется с помощью ролика 24. Наполнительные ленты 4 и 5 после направляющего элемента 11 поступают в желоб 25, который состоит из корпуса 26, закрытого крышкой 27 и закреплен на оси 28 с помощью кольца 29.. К желобу 25 крепится палец 30, на котором закреплен один конец пружины растяжения 31, второй конец пружины 31 закреплен на неподвижном пальце 32. В нижней части корпус 26 и крышка образуют паз, ширина которого соответствует ширине рабочей части оправки 22.
Работа установки осуществляется следующим образом.
С отпускного механизма 3 основнал металлическая лента 6 заправляется через ролики сигнализатора 33 и ролики 15, 16 в паз оправки 22 при отведенном в крайнее правое положение прижимном ролике 23. Затем ролик 23 подводят к оправке 22 и он прижимает к ней ленту 6. Одновременно под воздействием ролика 23 направляющий желоб 25, преодолевая усилие пружины 31 и поворачиваясь относительно оси 28, подводится к оправке 22, при этом паз, образуемый корпу- . сом 26 и крьникой 27 желоба 25, охватывает рабочую часть оправки 22 и тем самым центрирует желоб 25 относительно последней. Включается привод .оправки 22, и начинается иамотка на нее спрофилированной металлической ленты 6. Через один оборот оправки 22 подается сигнал на подачу напряжения на сварочный ролик 24, и одновременно с намоткой происходит точечная сварка витков ленты 6, эатем напряжение со сварочного ролика 24 снимают. Включается муфта 20 и через обгонную муфту 21 вращение передается ролику 9, а через него роликам 8 и 7. Наполнительная лента
5с отпускного механизма 2 через сигнализатор 33 и ролики 7 и 8 по одному каналу направляющей 11 и далее по каналу желоба 25 подается к оправке 22. .
Наполнительная лента 4 с отпускного механизма 1 через ролики 7 Hi8, сигнализатор 33 по другому каналу направляющей 11 и далее по каналу желоба 25 также подается к оправке 2
Происходит совместная намотка тре лент 4,5,6.
Незадолго до того, как прокладка достигнет заданного диаметра, отключается муфта 2Х) и включается нож 34. Наполнительные ленты 4 и 5 отрезают, Дсшьнейшая их подача к оправке 22 прекращается и происходит окантовка прокладки несколькими витками металлической ленты 6. Конец последнего витка приваривается, для чего на ролик 24 подают напряжение. По окрнчании окантовки сварка прекращается, оправка 22 останавливается, а ролик 23 отводится в крайнее правое положение. Желоб 25 под действием пружины 31 также отводится вправо, чтобы не препятствовать съему готового изделия. Металлическая лента 6 отрезается у самой прокладки и готовоеизделие снимают с оправки 22.
Изобретение упрощает конструкцию установки и повышает качество прокладок из лент неодинаковой ширины за счет хорошей их ориентации относительно друг друга.
Формула изобретения
Установка для изготовления асбестометаллических прокладок, содержащая смонтированные на корпусе отпускные механизмы наполнительных и металлической лент, профилирующий и ориентирующий ленты роликовые механизмы, направляющие элементы и оправку, отличающаяся тем, что, с целью упрощения конструкции и повыиения качества прокладок, профилирующий и ориентирующий ленты механизмы образованы тремя роликс1ми, один из которых выполнен с профильной канавкой переменной ширины, соответствующей ширине наполнительных лент, а два других контактируют с первым в онах подачи соответствующих лент и имеют адекватный его канавке выпуклый профиль, причем направлякидий элемент снабжен отдельными каналами для прохода каждой ленты, разделительная перегородка направляющего элемента расположена между валками, а наружные стенки упираются в них.
0 Источники информации,
Принятые во внимание при экспертизе
1. Авторское свидетельство СССР w259356, кл. В 29 D 3/02, 1968 (прототип).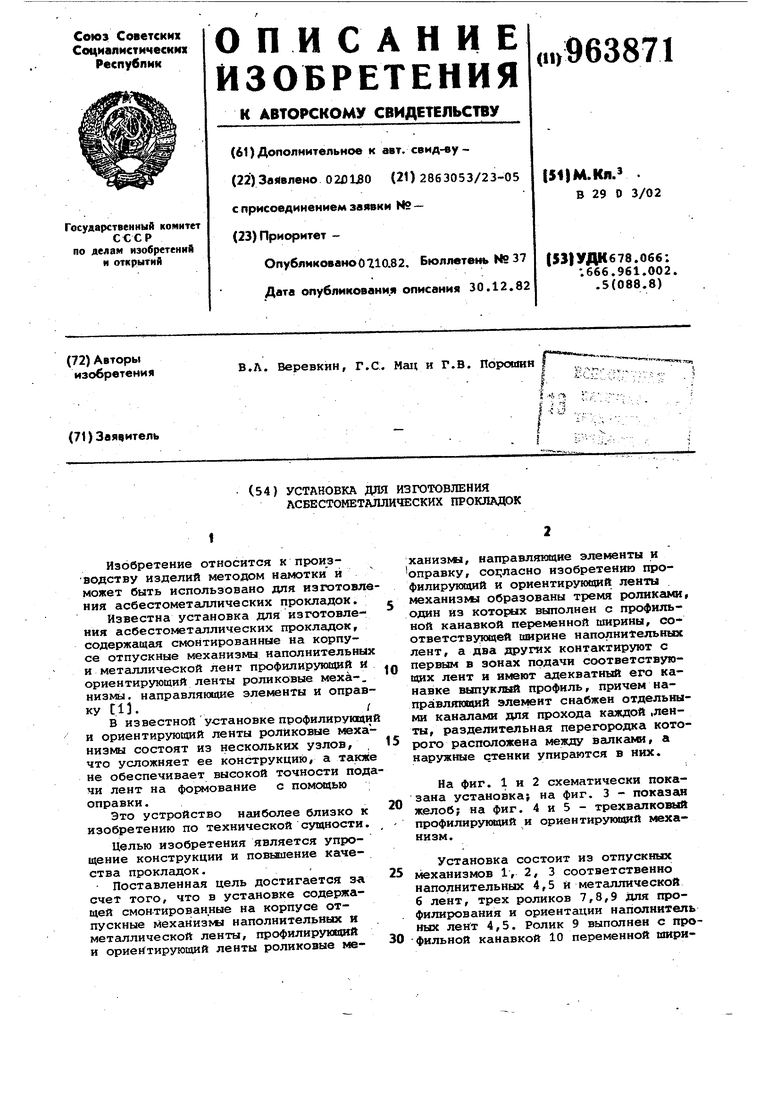
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СПИРАЛЬНО НАВИТЫХ АСБЕСТОМЕТАЛЛИЧЕСКИХ ПРОКЛАДОК | 1972 |
|
SU332991A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ АСБОМЕТАЛЛИЧЕСКИХ ПРОКЛАДОК | 1970 |
|
SU259356A1 |
| Устройство для изготовления прокладок | 1979 |
|
SU934603A1 |
| Устройство для изготовления прокладок | 1980 |
|
SU1053360A2 |
| УСТАНОВКА ДЛЯ НАМОТКИ ЛЕНТЫ НА ОПРАВКУ | 2008 |
|
RU2399575C2 |
| Способ изготовления прокладки | 1979 |
|
SU932035A1 |
| Способ изготовления прокладки | 1976 |
|
SU711730A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СПИРАЛЬНОНАВИТЫХ ПРОКЛАДОК | 1992 |
|
RU2015765C1 |
| РАЗДЕЛЕННАЯ ВДОЛЬ ОСИ КОНСТРУКЦИЯ СТАТОРА ДЛЯ ЭЛЕКТРОДВИГАТЕЛЕЙ | 2008 |
|
RU2507662C2 |
| Устройство для изготовления прокладок | 1984 |
|
SU1226730A1 |
А-А
.З
ts
