2.Устройство по п.1, о т л и - чающееся тем, что диаметры наружных и внутренних роликов в трех- роликовых блоках, оси которых параллельны между собой, связаны соотношением 2:1.
3.Устройство по ПП.1 и 2, о т - ли чающее с я тем, что оси поворота рычагов совмещены с осями наружных роликов трехроликовых блоков.
4.Устройство по пп.1-3, о т личающееся тем, что веду1
Изобретение относится к обработке металлов давлением, в частности к
технологическому оборудованию для изготовления прокладок, состоящих
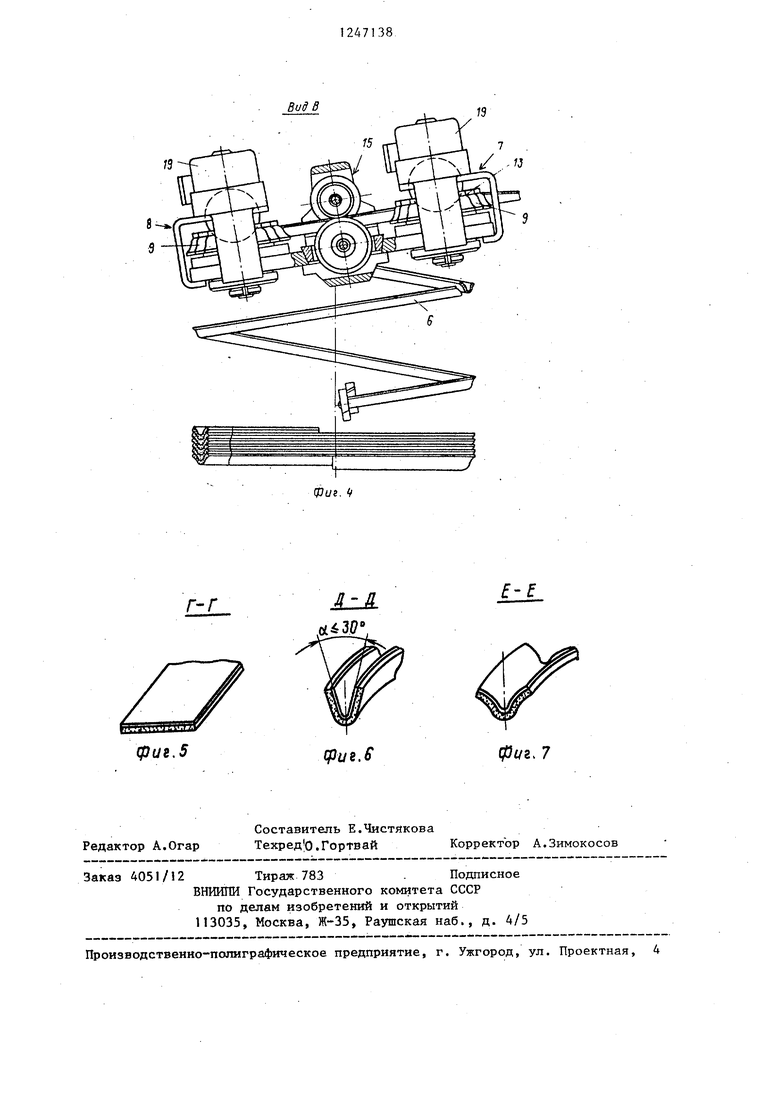
из чередующихся V- или W-образно профилированных лент металла (основы) и наполнителя.
Цель изобретения - расширение технологических возможностей устройства путем расширения диапазона размеров изготавливаемых прокладок.
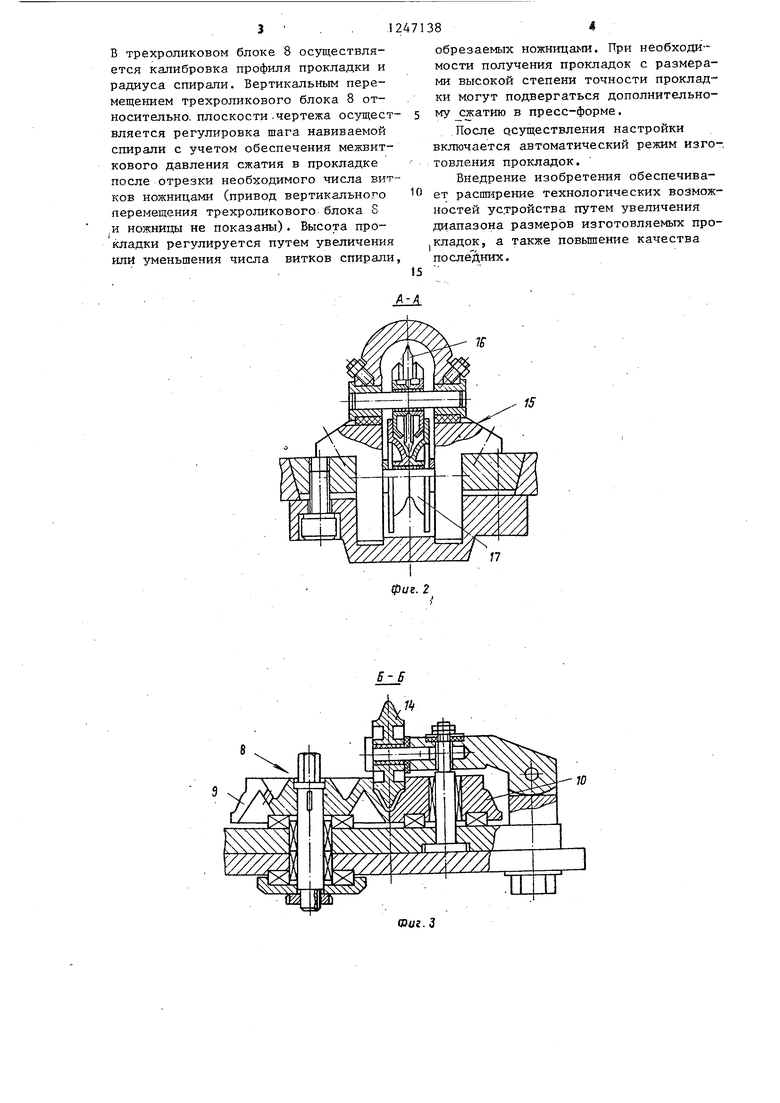
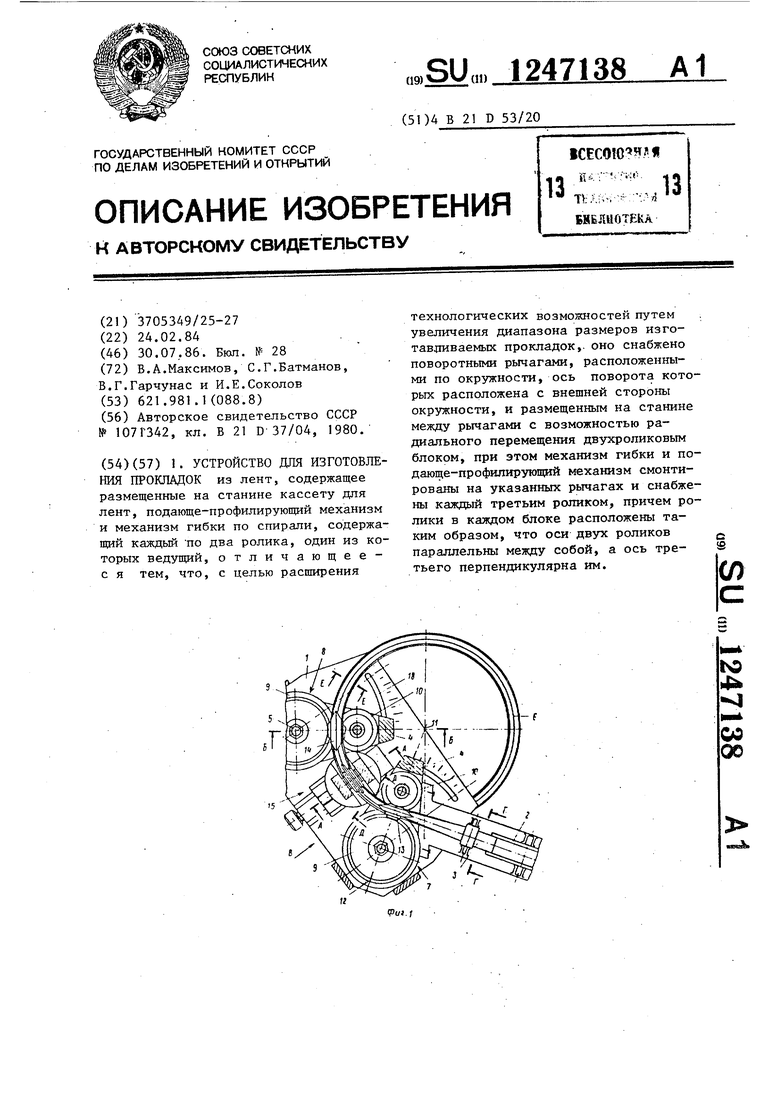
На фиг.1 изображено устройство, общий вид; на фиг.2 - разрез А-А на .фиг.1; на фиг.З - разрез Б-Б на фиг.1; на фиг.4 - вид.по стрелке В фиг. 1; на фиг. 5-7 - сечения Г-Г, Д-Д, Е-Е на фиг.1 соответственно.
Устройство для изготовления прокладок, состоящих из чередующихся, например, V-образно профилированных лент основы и наполнителя, содержит станину 1 и смонтированные на ней кассету 2 для лент 3 основы и наполнителя. На двух поворотных рычагах 4, оси 5 поворота которых расположены с наружной стороны спирали 6 размещены трехроликовые блоки 7 и 8 причем оси вращения роликов 9 и 10 параллельны оси 11 спирали 6, а оси 12 вращения роликов 13 и 14 перпендикулярны ей. Диаметры роликов 9 и 10 связаны соотношением.2:1, а оси 5 поворота рычагов совмещены с осями вращения роликов 10, что позволя- QT значительно сократить габариты всего устройства. Между рычагами 4 на станине 1 установлен двухроликощими выполнены наружные ролики трехроликовых блоков.
5.Устройство по ПП.1-4, о т л и- чающееся тем, что третий ролик трехроликовых блоков установлен с возможностью перемещения в вертикальной плоскости.
6.Устройство по ПП.1-5, о т л Ичающееся тем, что ролики двухроликового блока выполнены с упругими .ребордами, контактирующими между собой.
вый о лок .15, который имеет возможность линейно перемещаться в ради- , альном направлении относительно спирали 6. Ролики 16 и 17 этого блока
сопряжены с наружной и внутренней поверхностями спрофилированных лент 3 и выполнены с упругими ребрами, контактирующими между собой.
На станине 1 имеются прорези 18,
в которых располагаются ответные детали (не показаны) рычагов 4, позво-- ляющих осуществить путем- их разворота настройку на нужный размер прокладки. Ролики 10 являются ведущими и получают вращение от привода 19. Ролики 13 и 14 установлены с возможностью упругого перемещения в вертикальной плоскости, что позволяет устранить влияние местного утолщения лент (стыков внахлестку) на качество изготовляемых прокладок.
Устройство работает следующим образом.
Навитые вместе на кассете 2 ленты 3 основы и наполнителя вводятся известным способом в ручей, образованный роликами 9,10 и 13 трехроли- кового блока 7. Включается привод , и передается вращение ролику 10, который втягивает ленты 3, при этом осуществляется начальное формообразование профиля прокладки, облегчающее дальнейшую навивку спирали. Затем спрофилированная лента проходит через двухроликовый блок 15, ролики 16 и 17 которого осуществляют выгиб усов прокладки до рабочего профиля.
В трехроликовом блоке 8 осуществляется калибровка профиля прокладки и радиуса спирали. Вертикальным перемещением трехроликового блока В относительно, плоскости .чертежа осуществляется регулировка шага навиваемой спирали с учетом обеспечения межвит- кового давления сжатия в прокладке после отрезки необходимого числа витков ножницами (привод вертикального перемещения трехроликового блока S и ножницы не показаны). Высота прокладки регулируется путем увеличения или уменьшения числа витков спирали,
обрезаемых ножницами. При необходимости получения прокладок с размерами высокой степени точности прокладки могут подвергаться дополнительному сжатию в пресс-форме.
После о.существления настройки включается автоматический режим изго-. товления прокладок.
Внедрение изобретения обеспечивает расширение технологических возможностей устройства путем увеличения диапазона размеров изготовляемых про- Iкладок, а также повьшение качества после дних.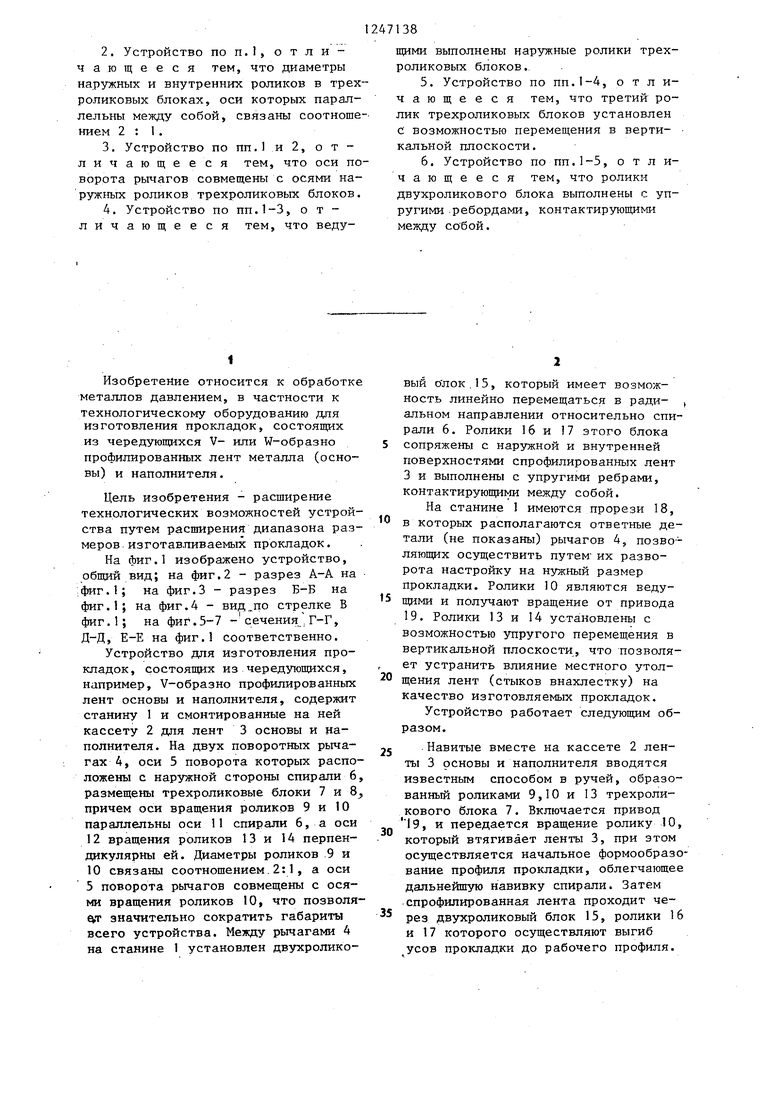
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления прокладок | 1980 |
|
SU1071342A1 |
| Устройство для изготовления прокладок | 1984 |
|
SU1226730A1 |
| Устройство для изготовления прокладок | 1980 |
|
SU1053360A2 |
| Устройство для изготовления прокладок | 1979 |
|
SU934603A1 |
| Способ изготовления прокладки | 1979 |
|
SU932035A1 |
| Агрегат продольной резки ленточногоМАТЕРиАлА | 1979 |
|
SU816703A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ КАТАНОЙ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ ИЗ РАСПЛАВЛЕННОГО МЕТАЛЛА | 2002 |
|
RU2293618C2 |
| Способ изготовления прокладки | 1976 |
|
SU711730A1 |
| Способ изготовления многослойных уплотнительных прокладок и линия для его осуществления | 1985 |
|
SU1286415A1 |
| УСТРОЙСТВО ДЛЯ ПЛЕТЕНИЯ СЕТОК | 1991 |
|
RU2020016C1 |
1
15
фие. 2
t
Вид В
13
г-г
Е-
фиг,5
cpus.ff
Редактор А.Огар
Составитель Е.Чистякова
Техред О.Гортвай Корректор А.Зимокосов
Заказ 4051/12 Тираж 783 . Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
фиг. 7
| Счетный сектор | 1919 |
|
SU107A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
