(5k СПОСОБ ИЗГОТОВЛЕНИЯ ПРОКЛАДКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления прокладки | 1976 |
|
SU711730A1 |
| Устройство для изготовления прокладок | 1980 |
|
SU1071342A1 |
| Способ изготовления уплотнительной прокладки | 1979 |
|
SU832830A1 |
| Устройство для изготовления прокладок | 1980 |
|
SU1053360A2 |
| Устройство для изготовления прокладок | 1979 |
|
SU934603A1 |
| Устройство для изготовления прокладок | 1984 |
|
SU1247138A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПЛОТНИТЕЛЬНОЙ ПРОКЛАДКИ | 1992 |
|
RU2041757C1 |
| Установка для изготовления асбестометаллических прокладок | 1980 |
|
SU963871A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКОЙ ПРОКЛАДКИ | 1993 |
|
RU2092732C1 |
| Прокладка | 1987 |
|
SU1564442A1 |
I
Изобретение относится к технологий изготовления многослойных прокладок, состоящих из чередующихся V-образно профилированных лент металла и наполнителя, такие прокладки могут использоваться в разъемных неподвижных соединениях, герметизация, которых осуществляется по цилиндрическим поверхностям.
Многослойные металло-паронитовые прокладки для уплотнения цилиндрических поверхностей изготавливают путем сборки отдельных колец V-образного профиля, которые получают методом штамповки из листового материала.
Недостатки этого способа заключаются в низкой производительности и больших отходах материала обычно дорогостоящей нержавеющей стали.
Наиболее близким к предлагаемому является способ изготовления прокладки для уплотнения цилиндрических поверхностей путем навивки чередующихся слоев профилированной металлической
ленты и наполнителя, включающий 1,ледующие операции: протягивание ленты от катушки (кассеты) к намоточному (приемному) устройству, V-образное профилирование ленты, изменение толщины ленты, которое заключается в равномерном уменьшении толщины от вершины профиля к наружному краю ленты и увеличении от вершины к внутреннему краю, сгибание ленты по ра10диусу прокладк при расположении кромок ленты по внутреннему и наружному диаметрам, укладку ленты по винтовой линии и введение наполнителя между витками ленты. При использовании ленt5ты из высокоуглеродистой стали изгиб ленты осуществляют по лекальной кривой с постепенным уменьшением радиуса гибки, а ее профилирование осуществляют ступенями в нескольких точках
20 кривой иЗ
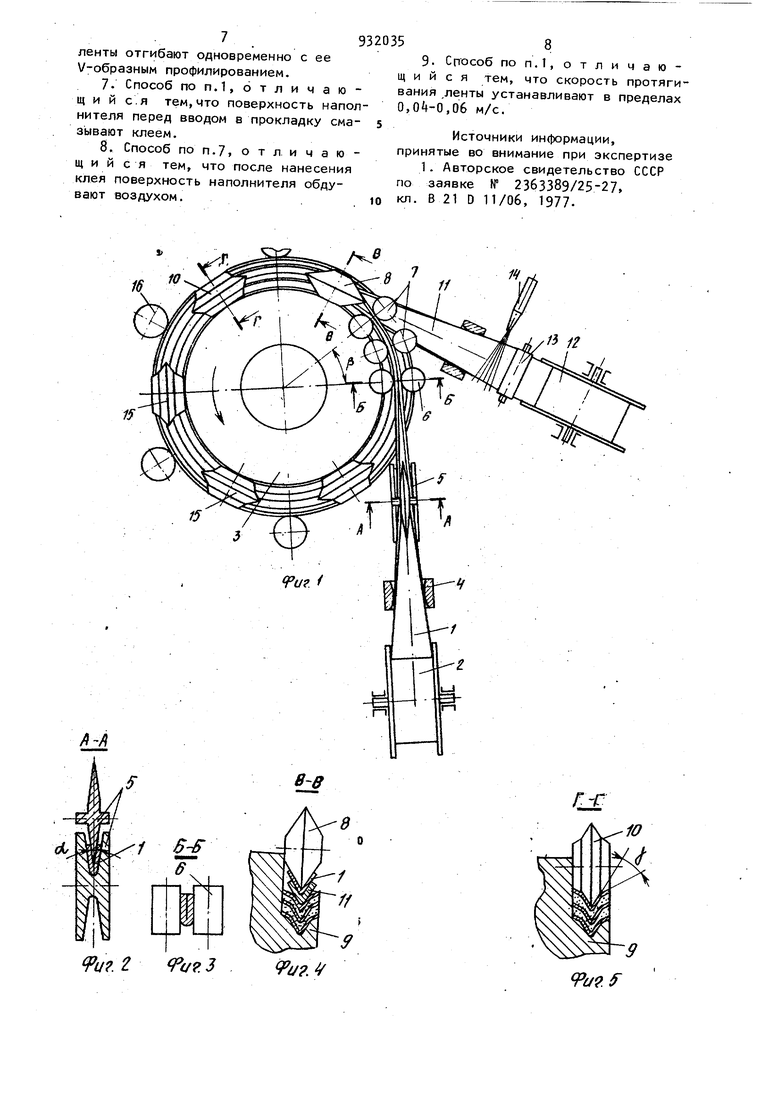
Недостаток известного способа сложность технологии изготовления прокладки, что связано с трудностями обеспечения равномерного изменения толщины металлической ленты. Геометрические размеры профилирующих и раскатывающих роликов и их взаимное расположение должны быть вы держаны с высокой степенью томности. К роликам прикладывают силы порядка 800-1200 кгс, что связано с-дополнительными .сложностями. Даже Нри ;незначительных износах поверхностей и подшипниковых опор роликов нарушается требуемая технологи профилирования и изгиба металлической ленты, что приводит к волнообра зованию на кромках ленты и ухудшению уплотняющих свойств прокладки. Извес ный способ практически не позволяет получать прокладки диаметром менее 90-100 мм в связи с тем, что указанные выше технологические трудности резко возрастают при уменьшении диаметра прокладки. Цель изобретения - упрощение технологии изготовления и улучшение качества прокладки. Для достижения цели в способ, вкл чающий протягивание ленты от катушки к намоточному устройству, сгибание ленты по радиусу прокладки при распо ложенИИ кромок ленты по внутреннему и наружному диаметрам и V-образное профилирование ленты, включена допол нительная операция, которая заключается в том, что перед операцией сгибания ленту складывают относительно ее ширины, образуя две лопасти, кото рые затем сгибают совместно по радиу су прокладки. Складывание ленты, вопервых, резко уменьшает ее MOMefjiT сопротивления изгибу, во-вторых, обеспечивает равномерную деформацию лопастей за исключением участка вершины профиля, который не входит в контакт с уплотняемыми поверхностями Это позволяет без применения сложной технологической оснастки изогнуть ленту по самому малому радиусу прокладки без волнообразований на ее кромках. При использовании упругих лент из высокоуглеродистой стали складывание производят в два этапа: вначале скла дывают Ленту до образования острого углаot(10-20 ) между лопастями, а за тем прижимают лопасти вплотную друг к другу. При использовании лент из мягких сталей ограничиваются, первым этапом складывания. Угол р сектора, на участкекоторого производят сгибание ленты, выбирают в пределах , причем нижние пределы выбирают для мягких лент и больших диаметров прокладок, а верхние - для более упругих лент и меньших диаметров прокладок. Для того, чтобы в процессе монтажа разъемного соединения при сжатии прокладки края металлических лопастей. опорного слоя прокладки не подворачивались внутрь профиля, отгибают края лопастей наружу на угол у , выбранный в пределах , причем для упругих лент эту операцию производят после У-образного профилирования ленты, а для мягких - одновременно с ее V-образным профилированием или последовательно в зависимости от конструкции устройства для изготовления прокладки. Для того, чтобы после снятия с намоточного устройства прокладка не расслаивалась, поверхность наполнителя перед вводом в прокладку смазывают клеем, который для ускорения схватывания обдувают воздухом. Скорость протягивания ленты устанавлИвают в пределах 0,04-0,06 м/с, в зависимости от марки клея и времени его схватывания. Скорость протягивания ленты зависит также от прочности применяемого наполнителя, например, при использовании паронита или меди она выше, чем при использовании асбестовой ткани. На фиг.1 представлена схема изготовления прокладки; на фиг.2 - сечение А-А на фиг.1; на фиг.З сечение Б-Б на фиг.1; на фиг. - У-образное пр9филирование ленты, сечение В-В на фиг.1; на фиг.5 отгибание краев лопастей ленты, сечение Г-Г на фиг.1; на фиг.6 - прокладка, общий вид. Предлагаемый способ может быть осуществлен на различных устройствах. Технология же изготовления прокладки остается одной и той же для разных устройств и заключается для упругих лент, требующих наличия комплекса всех операций, в следующем. Металлическую ленту 1 протягивают от катушки 2 к вращающемуся намоточному устройству 3, на котором закреплен конец ленты. В. процессе протягивания лента проходит направляющие Ц и попадает в складывающие ролики 5, с помощью которых осуществляют первый этап складывания ленты до образования угла оО между лопастям Затем лента попадает в цилиндриче кие складывающие ролики 6, которые прижимают лопасти вплотную друг к другу. После этого с помощью роликов 7 на участке сектора fb производят сгибание ленты по радиусу прокладки при относительном расположении кромо ленты по внутреннему и наружному диа метрам. После изгиба ленты по радиусу прокладки осуществляют с помощью профилирующих роликов 8 V-образное профилирование ленты на ложементе 9 намоточного устройства и далее роликами 10 отгибают края лопастей ленты наружу. Следует отметить, что в данном способе при V-образном профилировании ленты и отгибании ее краев вершины профиля ленты зафиксированы между ложементом 9 намоточного устройства и роликами 8, 10, как это видно на фиг.4 и 5- Такая фиксация повышает точность и качество изготов ления прокладки. На намоточном устройстве ленты укладывается по винтовой линии, между витками ленты вводят наполнитель 11, намотанный на катушке 12. Перед вводом наполнителя в прокладку его поверхность смазывают клеем с помощью приспособления 13, а затем обдувают воздухом с помощью приспособления Ц, Слои металлической ленты и наполнителя прижимаются друг к другу прижимными роликами 15 и, склеиваясь образуют цельную прокладку, наружный диаметр которой калибруется калибрующими роликами 16. После намотки определенного числа витков, обычно 7-12 в зависимости от параметров уплотняемой среды, ленту обрезают и . снимают прокладку с намоточного устройства. Пример . Применяют металлическую ленту по ГОСТ Э86-70 из мягкой стали марки 12х18Н10Т-М-0 толщиной 0,2 мм и шириной 5 и 7 мм. В качестве наполнителя применяют паронит марки ТП-1 ТУ38-114 2-71 и медную ленту. Скорость .навивки ленты 2,5 м/мин. Складывание ленты проводят в один этап с углом IN: г20 между лопастями, сгибание по радиусу прокладки осущес вляют на участке сектора с углом (i 45 . Затем осуществляют V-образное профилирование ленты с углом 60 меж ду лопастями, края лопастей отгибают на следующем участке на уголу 30. Поверхность наполнителя смазывают клеем Б-88, обдув отсутствует. Изготовлено несколько опытных образцов прокладок с числом витков металлической ленты 12, наполнителя 10, с опорным слоем, выполненным из двух витков металлической ленты, с внутренним и наружным диаметрами. .207, 600612 и мм. Опытные образцы прокладок успешно прошли испытания применительно к yc-i ловиям ядерного реактора, показав полную герметичность в водной среде при температуре до 300 С и давлении до 11 О кгс/см. Формула изобретения 1.Способ изготовления прокладки для уплотнения цилиндрических поверхностей, состоящей из чередующихся слоев профилированной металлической ленты и наполнителя, включающий протягивание Ленты от катушки к намоточ ному устройству, сгибание ленты по радиусу прО1 ладки при расположении кромок ленты по внутреннему и наружному диаметрам и V-образное профилирование ленты, отличающийс я тем, что, с целью упрощения технологии изготовления и улучшения -качества прокладки, перед операцией сгибания ленту складывают относительно ее ширины, образуя две лопасти, которые затем сгибают совместно по радиусу прокладки. 2.Способ ПОП.1, отличаЮщ и и с я тем, что складывание производят в два этапа: вначале складывают ленту до образования острого угла между лопастями, а затем прижимают лопасти вплотную друг к другу. 3.Способ по п.1, о т л и ч а ю щ и и с я тем, что сгибание ленты производят на участке сектора, угол которого выбран в пределах 5-90°. Ц. Способ по п.1, отличающий с я тем, что края лопастей ленты отгибают наружу на угол 5.Способ по п., о т л и ч а ю щ и и с я тем, что края лопастей ленты отгибают, после ее V-образного профилирования. 6.Способ поп., от.личающ и и с я тем, что края лопастей
ленты отгибают одновременно с ее V-образным профилированием.
7- Способ по п.1, отличаю щи и с.я тем,что поверхность наполнителя перед вводом а прокладку смазывают клеем.
Источники информации, принятые во внимание при экспертизе
