(54) СТАН ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ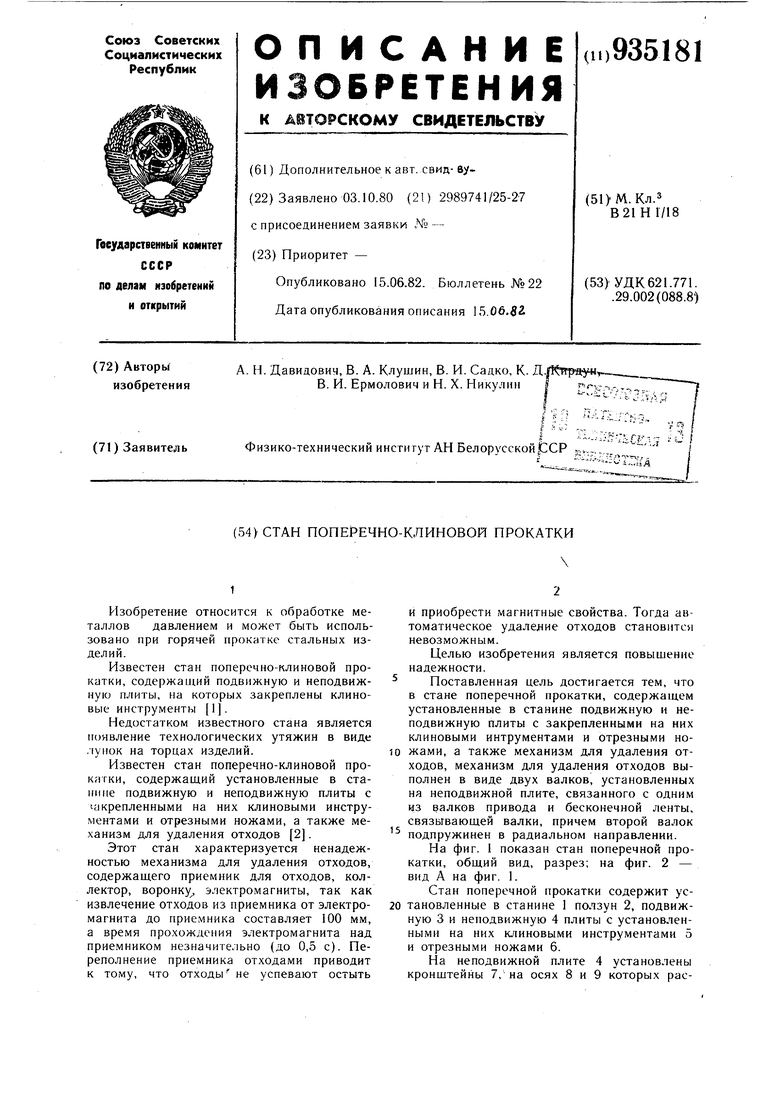
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для поперечно-клиновой прокатки | 1977 |
|
SU715192A1 |
| Стан поперечно-клиновой прокатки | 1979 |
|
SU835578A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ДЛИННОМЕРНОГО МАТЕРИАЛА В ЗОНУ ОБРАБОТКИ | 1990 |
|
RU2028855C1 |
| УСТРОЙСТВО ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ ИЗДЕЛИЙ ПЕРЕМЕННОГО СЕЧЕНИЯ | 1999 |
|
RU2179904C2 |
| Стан поперечно-клиновой прокатки | 1982 |
|
SU1065067A1 |
| Стан для поперечно-клиновой прокатки | 1985 |
|
SU1328040A1 |
| Устройство для поперечно-клиновой прокатки прутковой заготовки | 1987 |
|
SU1465161A1 |
| Устройство для поперечно-клиновой прокатки ступенчатых изделий | 1987 |
|
SU1479187A1 |
| Автоматическая линия для производства изделий переменного сечения | 1988 |
|
SU1540914A1 |
| Стан поперечно-клиновой прокатки | 1990 |
|
SU1722670A1 |
1
Изобретение относится к обработке металлов давлением и может быть использовано при горячей прокатке стальных изделий.
Известен стан поперечно-клиновой прокатки, содержаний подвижную и неподвижную плиты, на которых закреплены клиновые инструменты 1.
Недостатком известного стана является появление технологических утяжин в виде .lyHOK на торцах изделий.
Известен стан поперечно-клиновой прокатки, содержащий установленные в станине подвижную и неподвижную плиты с закрепленными на них клиновыми инструментами и отрезными ножами, а также механизм для удаления отходов 2.
Этот стан характеризуется ненадежностью механизма для удаления отходов, содержащего приемник для отходов, коллектор, воронку электромагниты, так как извлечение отходов из приемника от электромагнита до приемника составляет 100 мм, а время прохождения электромагнита над приемником незначительно (до 0,5 с). Переполнение приемника отходами приводит к тому, что отходы не успевают остыть
2
и приобрести магнитные свойства. Тогда автоматическое удалелие отходов становится невозможным.
Целью изобретения является повыщение надежности.
Поставленная цель достигается тем, что в стане поперечной прокатки, содержащем установленные в станине подвижную и неподвижную плиты с закрепленными на них клиновыми интрументами и отрезными ножами, а также механизм для удаления отходов, механизм для удаления отходов выполнен в виде двух валков, установленных на неподвижной плите, связанного с одним из валков привода и бесконечной ленты, связывающей валки, причем второй валок подпружинен в радиальном направлении.
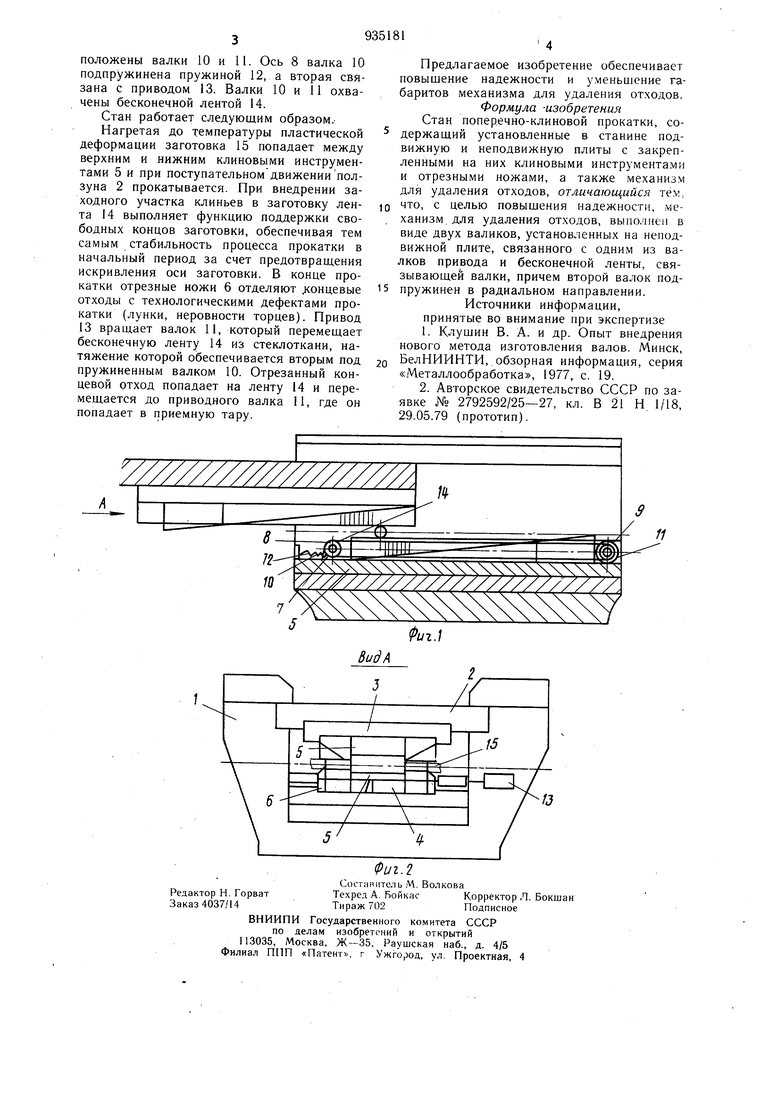
На фиг. 1 показан стан поперечной прокатки, общий вид, разрез; на фиг. 2 - вид А на фиг. 1.
Стан поперечной прокатки содержит установленные в станине 1 ползун 2, подвижную 3 и неподвижную 4 плиты с установленными на них клиновыми инструментами 5 и отрезными ножами 6.
На неподвижной плите 4 установлены кронштейны 7, на осях 8 и 9 которых рас
