Изобретение относится к обработке металлов давлением и может быть использовано для производства изделий типа ступенчатых валов. Известен стан для поперечно-кликовой прокатки, содержащий станину, установленные в станине в параллельных плоскостях подвижную и неподвижную плиты, закрепленные на рабочих поверхностях плит клиновые инстру енты, имек пше заходные, формующие и калибрующие участки, с параллельными продольны I ми осями, а также обрезной элемент fll Недостаток этого стана заключается в низкой производительности, обусловлен ной большой длиной инструментов, так как отрезные элементы, осу1иес твлянэпще отрезку торцов прокатной заготошси, рас положены за клиновыми инструментами по ходу прокатки. Цель изобретения - повышение производительности за счет сокраше1гая длины инструмента. В предлагаемом стане эта цель достигается тем, что стан снабжен устаноаленнь1ми на рабочей поверхности неподвижной плиты в зоне заходного участка клинового инструмента двумя опорными Вилками с осями, перпендикулярными к продольной оси инструмента, при этом отрезной элемент размешен на рабочей поверхности подвижной плиты в зоне загходного участка клинового инструмента вдоль его продольной оси на расстоянии от инструмента, большем длины отрезаемой заготовки. {фоме того, один из валков выполнен с кольцевой ребордой. На фиг. 1 показан предлагаемый стан, поперечный разрез.; на фиг. 2 - то же, вид на неподвижную плиту; на фиг, 3 - вид на подвижную плиту; на фиг. 4 Стан, продольный разрез; на фиг. 5 - то же в случае выполнения одного яз валков с ребордой. Стан дл5г поперечно-клиновой прокатки содержит станину 1, в которой закреплена неподвижная плита 2 и выполнены направляющие 3, параллельные плите 2. В направляющих 3 установлена с возможностью рабочего возвратно-поступательного перемещения подвижная плита- 4.
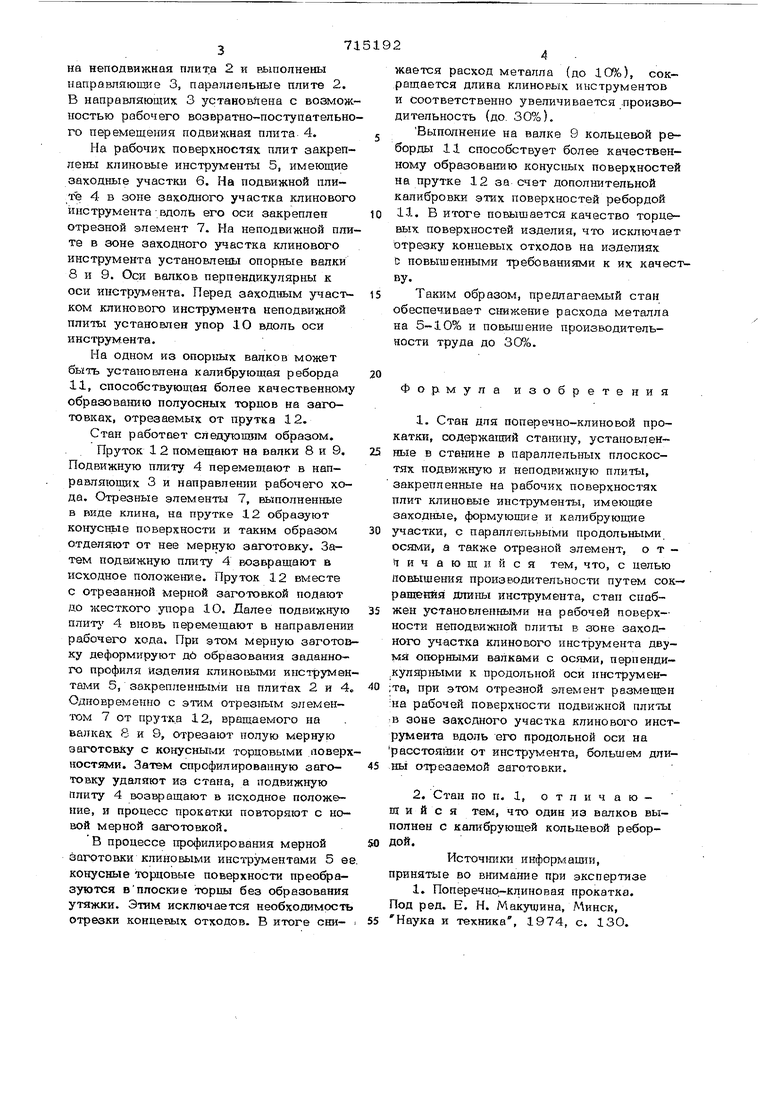
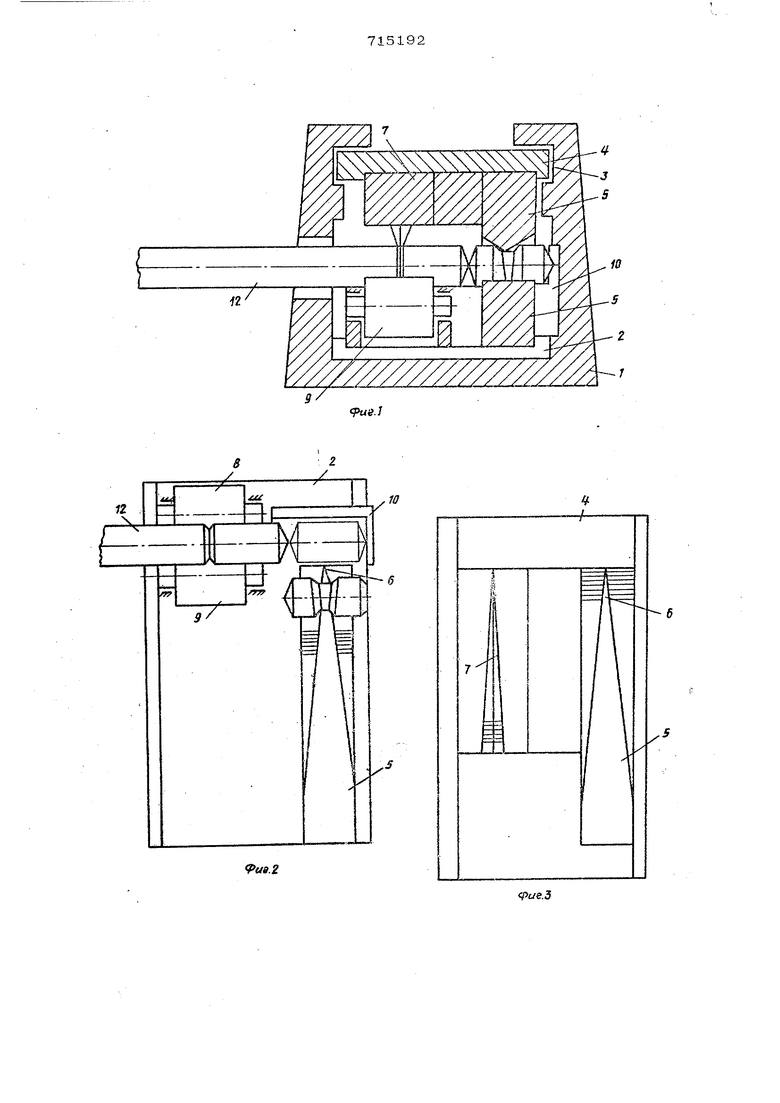
На рабочих поверхностях плит закреплены клиновые инструменты 5, имеющие заходные участки 6. На подвижной плиte 4 в зоне заходного участка клинового инструмента вдоль его оси закреплен отрезной элемент 7. На неподвижной плите в зоне заходного участка клинового инструмента установлены опорные валки 8 и 9. Оси валков перпендикулярны к оси инетрзгмента. Перед заходным учас-гкоы клинового инструмента неподвижной плиты установлен упор 10 вдоль оси инструмента.
На одном из опорных валков может быть установлена калибрующая реборда 11, способствующая более качественному образованию полуосных торцов на заготовках, отрезаемых от прутка 12. Стан работает следующим образом. Пруток 1 2 помещают на валки 8 и 9. Подвижную плиту 4 перемещают в направляющих 3 и направлении рабочего хода. Отрезные элементы 7, выполненные в виде клина, на прутке 12 образуют конусшзте поверхности и таким образом отделяют от нее мерную заготовку. Затем подвижную плиту 4 возвращают в исходное положе1ше. Пруток 12 вместе с отрезанной мерной заготовкой подают до жесткого упора Ю. Далее подвижную 4 вновь перемещают в направлении рабочего хода. При этом мерную заготовку деформируют дй образования заданного профиля изделия клино№1ми инструментами 5, закрепленньши на плитах 2 и 4. Одновременно с этим отрез1л 1м элеменгом 7 от прутка 12, вращаемого на валках 8 и 9, отрезают полую мерную заготовку с конуснь1ми торцовыми поверхностями. Затем спрофилированную заготовку удаляют из стана, а подвижную Плиту 4 возвращают в исходное положение, и процесс прокатки повторяют с новой мерной заготовкой.
В процессе профилирования мерной заготовки клиновыми инструментами 5 е конусные торцовые поверхности преобразуются вплоские торцы без образования утяжки. Этим исключается необходимость отрезки концевых отходов. В итоге снижается расход металла (до 1С%), сокращается длина клиновых инструментов и соответственно увеличивается производительность (до. 30%),
Выполнение на валке 9 кольцевой реборды 11 способствует более качественному образованию конусных поверхностей на прутке 12 за счет дополнительной калибровки этих поверхностей ребордой
11. В итоге повыщается качество торцевых поверхностей изделия, что исключает отрезку концевых отходов на изделиях Ь повышенными требованиями к их качест ву.
Таким образом, предлагаемый стан обеспечивает ci-шжение расхода металла на 5-10% и повыщение производительности труда до 30%.
Формула изобретения
1.Стан для поперечно-клиновой прокатки, содержащий станину, установленные в станине в параллельных плоскостях подвижную и неподвижную плиты, закрепленные на рабочих поверхностях плит клиновые инструменты, имеющие заходные, формующие и калибрующие
участки, с параллельными продольными осями, а также отрезной элемент, о т i7 и ч а ю щ и и с я тем, что, с целью Повышения производительности путем сокращения длины инструмента, стан снобжен установленными на рабочей поверхности неподвижной плиты в зоне заходного участка клинового инструмента двумй опорными валками с осями, перпендикулярными к продольной оси инструмен;та, при этом отрезной элемент размещен :на рабочей поверхности подвижной плиты в зоне заходного участка клинового инструмента вдоль его продольной оси на расстояшш от инструмента, больщем дли-
.ны отрезаемой заготовки.
2,Стан по п. 1, отличаю - щи и с я тем, что один из валков выполнен с калибрующей кольцевой реборДОЙ.
Источтгаки информации, принятые во внимание при экспертизе
1. Поперечно-клиновая прокатка. Под ред. Б. Н. Макущина, Минск, Наука и техника, 1974, с. 13О.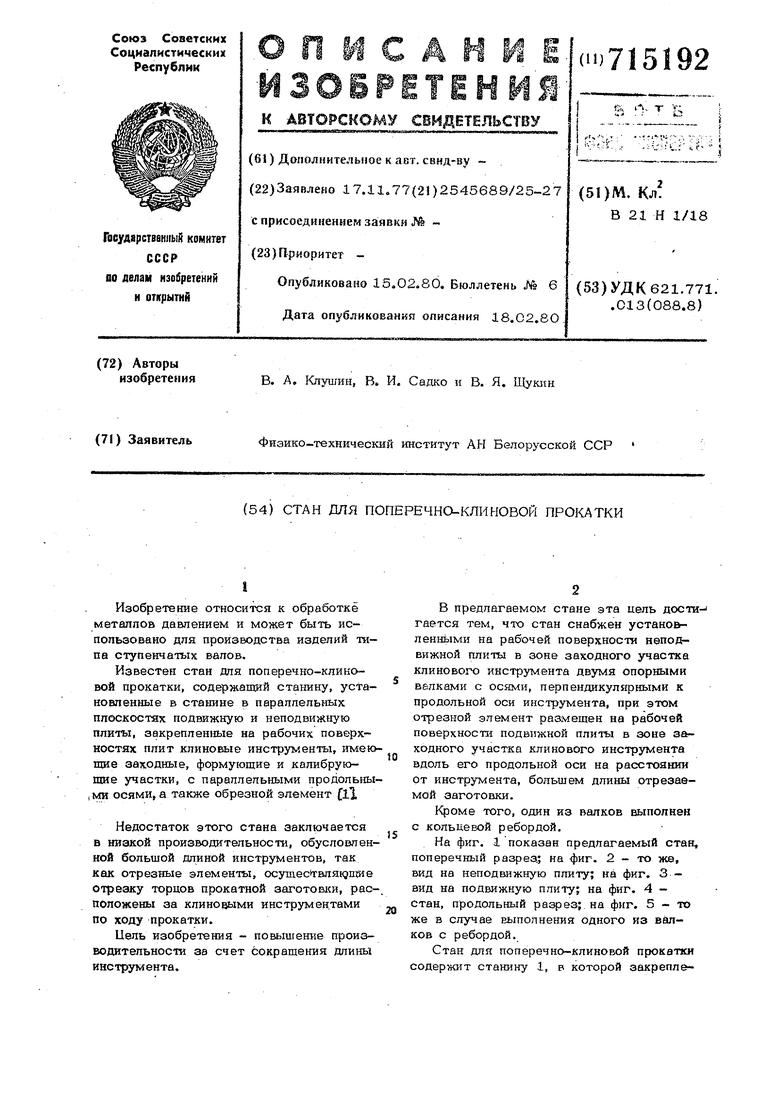
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан поперечно-клиновой прокатки | 1982 |
|
SU1065067A1 |
| Стан для поперечно-клиновой прокатки | 1985 |
|
SU1328040A1 |
| Стан поперечно-клиновой прокатки | 1990 |
|
SU1722670A1 |
| Плоскопрокатное устройство | 1990 |
|
SU1770015A1 |
| УСТРОЙСТВО ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ ИЗДЕЛИЙ ПЕРЕМЕННОГО СЕЧЕНИЯ | 1999 |
|
RU2179904C2 |
| Вальцы для поперечно-клиновой вальцовки деталей | 1972 |
|
SU441082A1 |
| Валковое устройство | 1987 |
|
SU1459802A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК КОРПУСОВ ДЛЯ БЕТОНОБОЙНЫХ И БРОНЕБОЙНЫХ СНАРЯДОВ | 2017 |
|
RU2659442C1 |
| Способ получения цилиндрических заготовок и устройство для его осуществления | 1984 |
|
SU1256839A1 |
| Устройство для поперечно-клиновой прокатки | 1977 |
|
SU793687A1 |

Фи$Л
11
