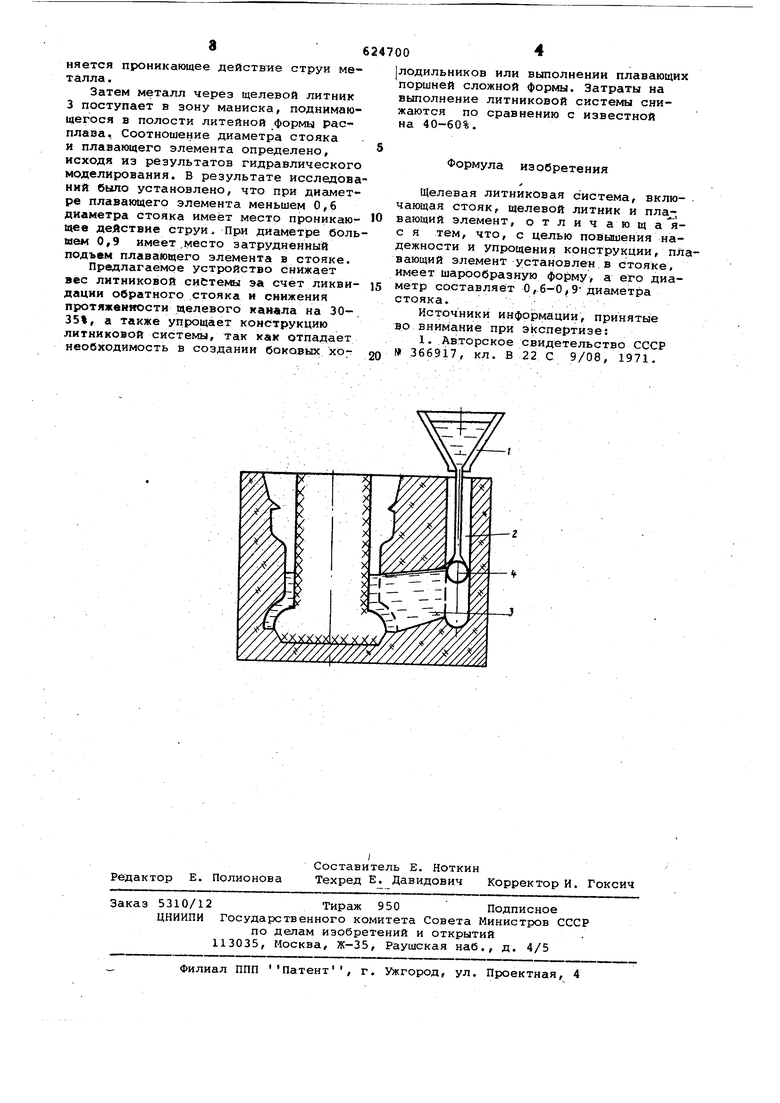
Изобретение относится к литейном производству. Известна аделевая литниковая сиетема, включающая стояк, обратный стояк и щелевой литник, пригем обра ный стояк снабжен плавающим поршнем в стенке которого выполнен канал, соединякнций обратный стояк щелевьн литником. Эта система наиболее близ кая по технической сущности и достигаемому результату к предлагаемой ,. VlsBecTHaH литниковая система поз ляет получать отливки направленным затвердеванием путем подвода металла только в верхние зоны поднимающегося в форме металла в процессе всей заливки. . Однако она имеет сложную констру цию и невысокий.; доэффициент исполь зования металла. Кроме того, она пригодна для заливки только легко-плавких сплавов. Конструкция же плавающего поршня такова, что его можно использовать только при сифонной подаче металла снизу в обратный стояк. При этом исключена возможност примораживания поршня к стенкам обратного стояка при попадании металла между поршнем и стенками стояка. Целью изобретения является повышение надежности и упрощение кон струкции литниковой системы. Для этого в литниковой системе, включающей стояк, щелевой литник и плавающий элемент согласно изобретению плавающий элемент помещен в стояк, имеет шарообразную форму, а диаметр его составляет 0,6-0,9 диаметра стояка. . На чертеже изображена предлагаемая литниковая система. Она состоит из приемной воронки 1, .стояка 2, - щелевого литника 3 и плавающего элемента 4. Литниковая система работает следующим образом. Металл из разливочного ковша попадает в приемную воронку 1, затем поступает непосредственно в полость стояка 2, где находится плаваяжций элемент 4. Струя .расплава, соударяясь с шаровой поверхностью плавающего элемента, теря1ет свою кинетическую энергию и передает равномерно ее ме;таллу, находящемуся в полости стояка под элементом 4. Таким образом-устра-
няется проникающее действие струи металла .
Затем металл через щелевой литник 3 поступает в зоиу маниока, поднимающегося в полости литейной формьд расплава. Соотношение диаметра стояка и плавающего элемента определено, исходя из результатов гидравлического моделирования. В результате исследований было установлено, что при диаметре плавающего элемента меньшем 0,6 диаметра стояка имеет место проникающее действие струи При диаметре большем 0,9 имеет .место затрудненный подъем плавающего элемента в стояке.
Предлагаемое устройство снижает вес литниковой системы эа счет ликвидации обратного стояка и снижения протяженности щелевого канала на 3035%, а также упрощает конструкцию литниковой системы, так как отпадает необходимость в создании боковых хо лодильников или выполнении плавающих поршней сложной формы. Затраты на выполнение литниковой системы снижаются по сравнению с известной на 40-60%.
Формула изобретения
Целевая литниковая система, включающая стояк, щелевой литник и вающий элемент, отличающ аяс я тем, что, с целью повышения надежности и упрощения конструкции, плвающий элемент установлен.в стояке, имеет шарообразную форму, а его диаметр составляет О,6-0,9 диаметра стояка.
Источники инфо|рмации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР 366917, кл. В 22 С 9/08, 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| Щелевая литниковая система | 1980 |
|
SU935203A1 |
| Щелевая литниковая система | 1979 |
|
SU846061A1 |
| ЩЕЛЕВАЯ ЛИТНИКОВАЯ СИСТЕМА | 1973 |
|
SU366917A1 |
| Способ получения отливок и устройство для его осуществления | 1982 |
|
SU1129015A1 |
| Вертикально-щелевая литниковаяСиСТЕМА | 1979 |
|
SU839656A1 |
| Вертикально-щелевая литниковая система | 1984 |
|
SU1186362A1 |
| Устройство для модифицирования металла в литейной форме | 1985 |
|
SU1507533A1 |
| Многоярусная литниковая система | 1979 |
|
SU856646A1 |
| Литейная форма | 1985 |
|
SU1310099A1 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ СЛОЖНОПРОФИЛЬНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2009007C1 |
