Изготовление различных изделий путем прессования металлокерамических порошков производится на механических и гидравлических прессах.
Однако прессование на известных механических прессах ие обеспечивает постоянного усилия по всей высоте прессования, i необходимой регулировки выдержки изделия под давлепием.
Предлагаемый пресс сочетает положительные качества механнческих и гидравлических прессов. С целью предохр анения oinpeccoeajiHoго изделия от иоломки в начальной стадии выталкивания, пpeдyc ютpeн тарельчатый буфер, воспринимающий уси.чпе прессования и обеспечивающий прижим изделия к нижней части пуансона в иачальной стадии выталкивания.
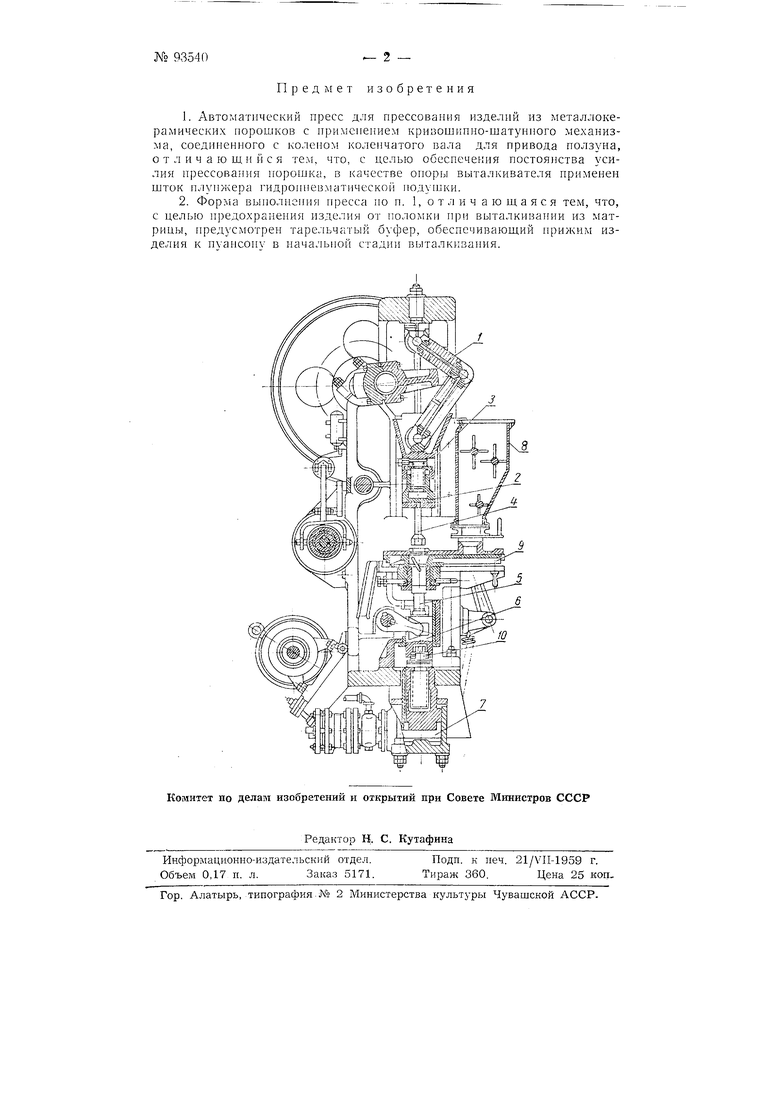
На чертеже показан продольный разрез пресса.
Кривощипно-шатунный механизм / щарнирно соединен с коленом коле1;чатого вала, от которого рабочие механизмы пресса получают движение, и с ползуном 2, скользящим по направляющим станины 3. На нижней части ползуна укреплен нуансоп 4. Выталкиватель 5, укрепленный ка верхней части щтока 6 плунжера гидроппевматической подущки 7, является ниячней подвижной опорой прп прессовапии, обеспечивающей постоянство усилия прессования, к одновременно является предохранителем при перегрузке.
Порошок, находящийся в бункере 8, автоматически посредством дозатора 9 подается в рабочее пространство матрицы. Во время прессования выталкиватель 5, в силу соответствующей настройки гидравлической системы гидропневматической ПОДУШКИ 7, оказывает одинаковое противодейств1:е пуансону на всем пути прессования в зависимости от требуемого удельного давления. При этом обжимаются тарельчатые пружины буфера W, который предохраняет изделие от поломкиПо окончании прессования пружины буфера 10, стремясь разжаться, прижимают отпрессованное изделие к нижней части пуансона 4, и таким образом изделие предохраняется от поломки в начальной стадии выталкивания.