(З) СПОСОБ ГРУППОВОЙ ОБРАБОТКИ ОТВЕРСТИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Многоинструментальный двусторонний агрегатный станок | 1986 |
|
SU1386415A1 |
| Многооперационный станок с ЧПУ | 1985 |
|
SU1305000A1 |
| СТАНОК ГОРИЗОНТАЛЬНЫЙ ФРЕЗЕРНЫЙ МНОГОШПИНДЕЛЬНЫЙ | 2011 |
|
RU2465104C1 |
| Радиально-сверлильный станок | 1975 |
|
SU514666A1 |
| ГИБКАЯ АВТОМАТИЧЕСКАЯ ЛИНИЯ | 1992 |
|
RU2078672C1 |
| ВЕРТИКАЛЬНЫЙ ШЛИФОВАЛЬНЫЙ СТАНОК С ЧПУ | 1988 |
|
RU2111845C1 |
| Многошпиндельный станок | 1981 |
|
SU1000169A1 |
| Металлорежущий станок | 1982 |
|
SU1052362A1 |
| УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ ГЛУБОКИХ ОТВЕРСТИЙ | 2005 |
|
RU2288812C1 |
| СТАНОК ФРЕЗЕРНЫЙ МНОГОШПИНДЕЛЬНЫЙ | 2011 |
|
RU2461450C1 |
1
Изобретение относится к машиностроению и может быть использовано при обработке деталей на мн }гошпиндельных сверлильных станках в крупносерийном и серийном производстве.
Известен способ групповой обработки отверстий деталей на многошпиндельных станках многоинструментальными сменными головками, при котором во время/ обработки детали неподвижны, инструментам сообщаются вращательные движения резания, а работающей головке - прямолинейное поступательное движение подачи, параллельное осям обрабатываемых отверстий tO
Однако известный способ обработки не обеспечивает расширение технологических возможностей многошпиндельных сверлильных станков из-за отсутствия установочных (согласованных с периодами смены многоинструментальных головок) перемещений групп обрабатываемых деталей.
Цель изобретения - расширение технологических возможностей станка.
Поставленная цель достигается тем, что согласно способу групповой обработки отверстий деталей, заключающемуся в установке деталей на столе многошпиндельного станка и их обработке сменными многоинструментальными головками, столу сообщают согласованные с периодами
10 смены инструментальных головок периодические движения для подвода в зону обработки деталей, которые располагают с увязкой из отверстий в единой системе координат.
15
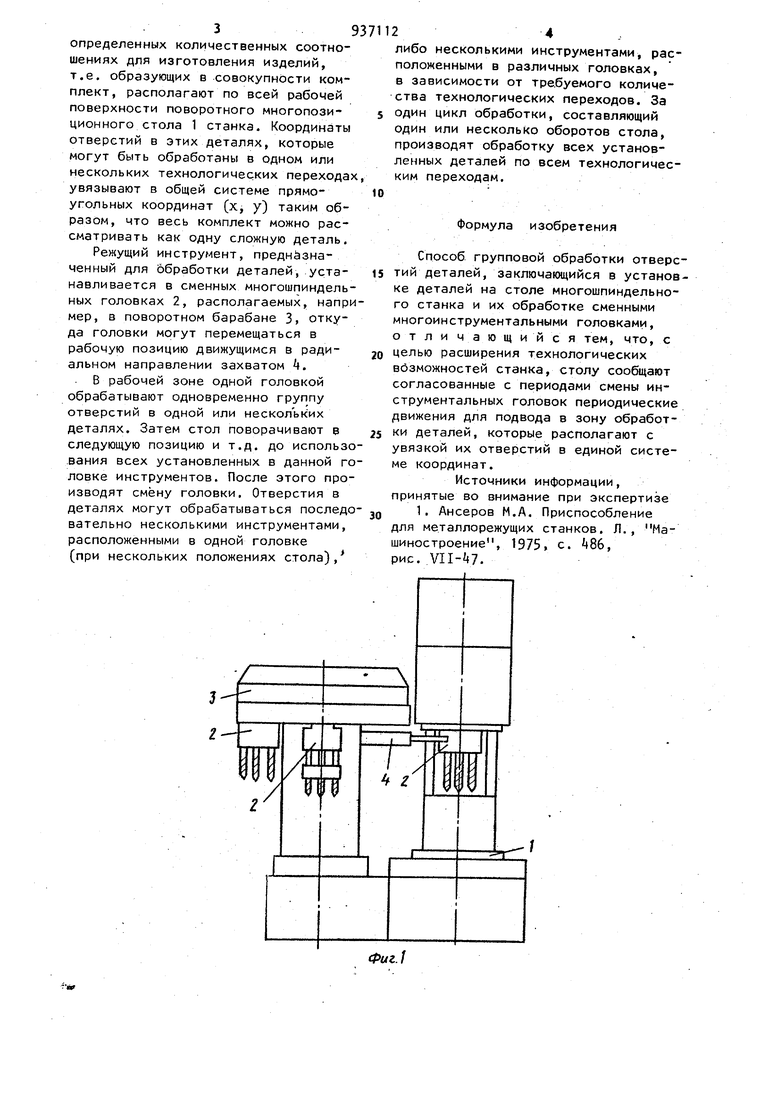
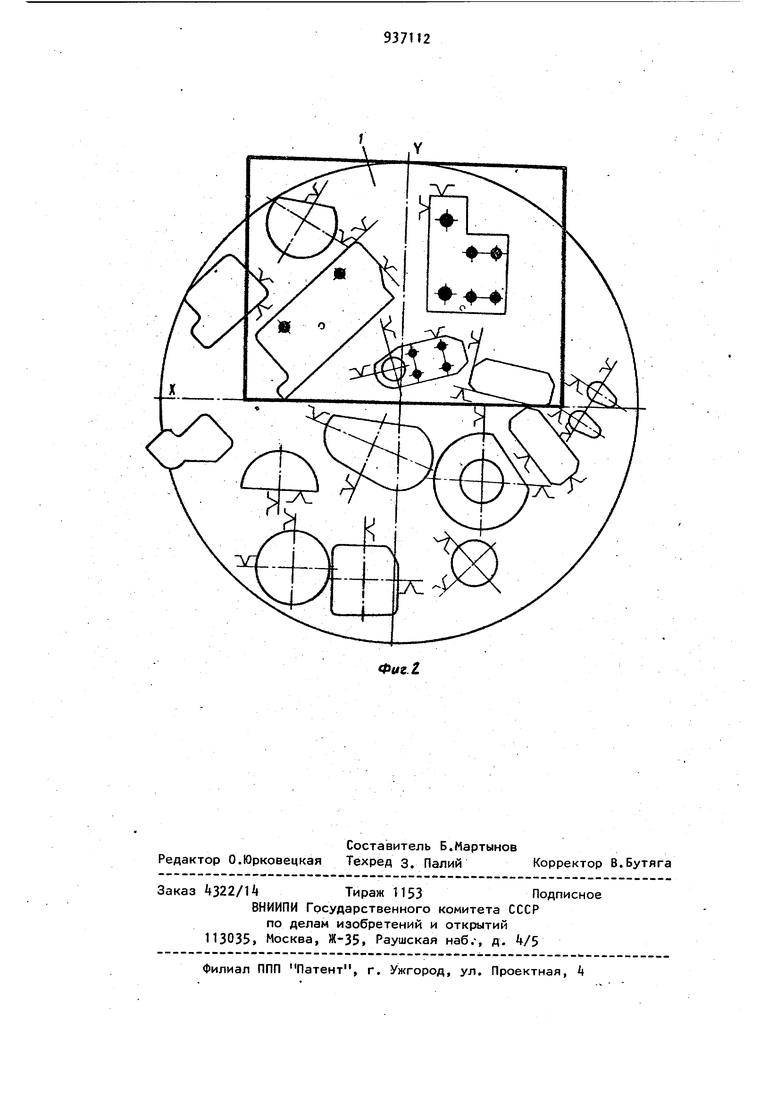
На фиг. 1 изображен станок для осуществления способа, общий вид; на фиг. 2 - пример расположения деталей на столе с указанием зоны 2Q обработки.
Способ осуществляется следующим образом.
Несколько деталей,, например, различных наименований, требующихся в определенных количественных соотно шениях для изготовления изделий, т.е. образующих в совокупности комплект, располагают по всей рабочей поверхности поворотного многопозиционного стола 1 станка. Координаты отверстий в этих деталях, которые могут быть обработаны в одном или нескольких технологических перехода увязывают в общей системе прямоугольных координат (х, у) таким образом, что весь комплект можно рассматривать как одну сложную деталь. Режущий инструмент, преднёзначенный для ббработки деталей, устанавливается в сменных многошпиндель ных головках 2, располагаемых, напр мер, в поворотном барабане 3 откуда головки могут перемещаться в рабочую позицию движущимся в радиальном направлении захватом . В рабочей зоне одной головкой обрабатывают одновременно группу отверстий в одной или нескольких деталях. Затем стол поворачивают в следующую позицию и т.д. до использ вания всех установленных в данной г ловке инструментов. После этого про изводят смену головки. Отверстия в деталях могут обрабатываться послед вательно несколькими инструментами, расположенными в одной головке (при нескольких положениях стола), либо несколькими инструментами, расположенными в различных головках, в зависимости от требуемого количества технологических переходов. За один цикл обработки, составляющий один или несколько оборотов стола, производят обработку всех установленных деталей по всем технологическим переходам. Формула изобретения Способ групповой обработки отверстий деталей, заключающийся в установке деталей на столе многошпиндельного станка и их обработке сменными многоинструментальными головками, отличающийся тем, что, с целью расширения технологических возможностей станка, столу сообщают согласованные с периодами смены инструментальных головок периодические движения для подвода в зону обработки деталей, которые располагают с увязкой их отверстий в единой системе координат. Источники информации, принятые во внимание при экспертизе 1. Ансеров М.А. Приспособление для металлорежущих станков. Л., Машиностроение, 1975 с. , рис. VII- 7.
