(5) ЛИТЬЕВАЯ ФОРМА С ДВУХСТУПЕНЧАТОЙ ВЫТАЛКИВАЮЩЕЙ СИСТЕМОЙ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления изделий из полимерных материалов | 1981 |
|
SU1031742A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015020C1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1985 |
|
SU1303430A1 |
| Литьевая форма с двухступенчатой системой выталкивания | 1980 |
|
SU897542A1 |
| Литьевая форма с двухступенчатой системой выталкивания для полимерных изделий | 1980 |
|
SU876463A1 |
| Литьевая пресс-форма с двухступенчатой выталкивающей системой | 1974 |
|
SU479642A1 |
| Литьевая форма для изготовления полимерных изделий на роторно-конвейерной линии | 1990 |
|
SU1761527A1 |
| Литьевая форма для изделий из полимерных материалов | 1989 |
|
SU1765023A1 |
| Прес-форма для литьевого прессования | 1990 |
|
SU1821388A1 |
| Литьевая форма с двухступенчатым выталкиванием изделия | 1980 |
|
SU929437A1 |
1
Изобретение относится к оборудованию для переработки пластмасс и быть использовано для изготовления из них изделий методом литья под давлением.
Наиболее близкой к предлагаемой по технической сущности и достигаемому эффекту является литьевая форма с двухступенчатой выталкивающей системой для изготовления полимерных изделий, содержащая подвижную и неподвижную плиты, плиты предварительного и окончательного выталкивания, в последней из которых закреплен хвостовик, оформляющий знак и выталкиватель 1.
Однако в известной форме автоматический съем изделия с внутренним буртом без скоса невозможен. Вместе со знаком оно вынимается из формы и в дальнейшем снимается с него вручную. При этом требуется большое количество съемных знаков, которые значительно усложняют конструкцию формы.
а производительность труда остается невысокой. Кроме того,использование съемных знаков нарушает температурный режим литья.
Цель изобретения - обеспечение автоматического съема изделий с внутренним буртом без скоса и упрощение конструкции формы.
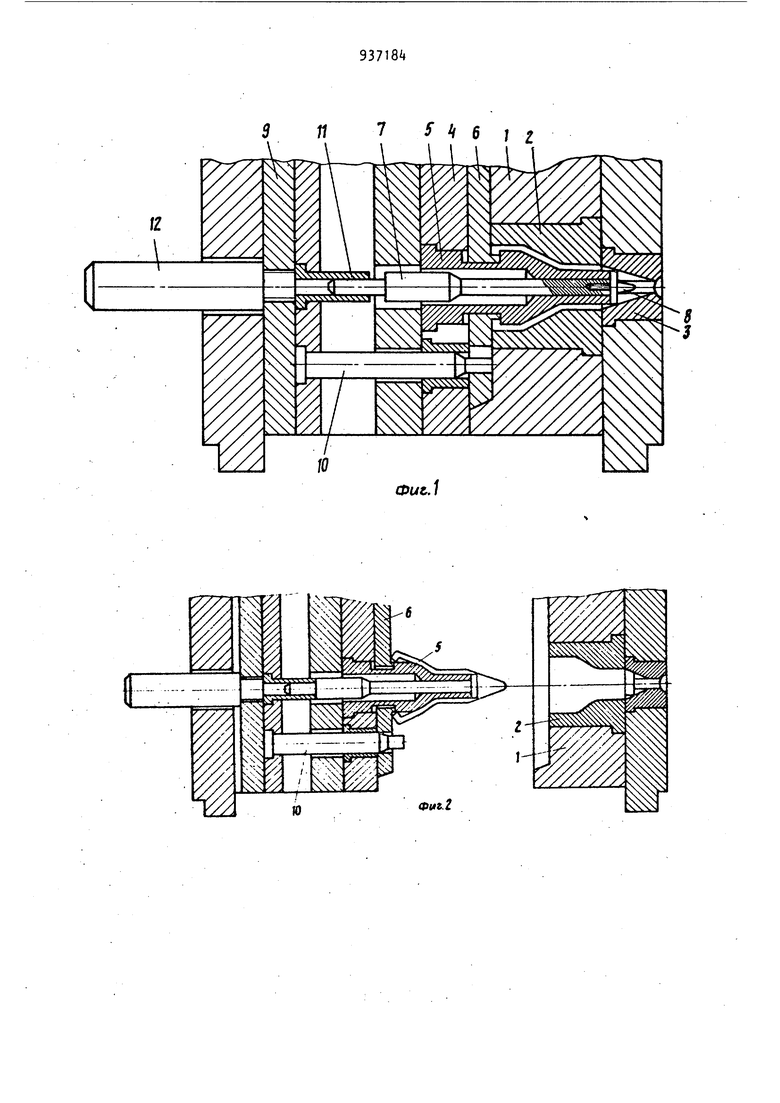
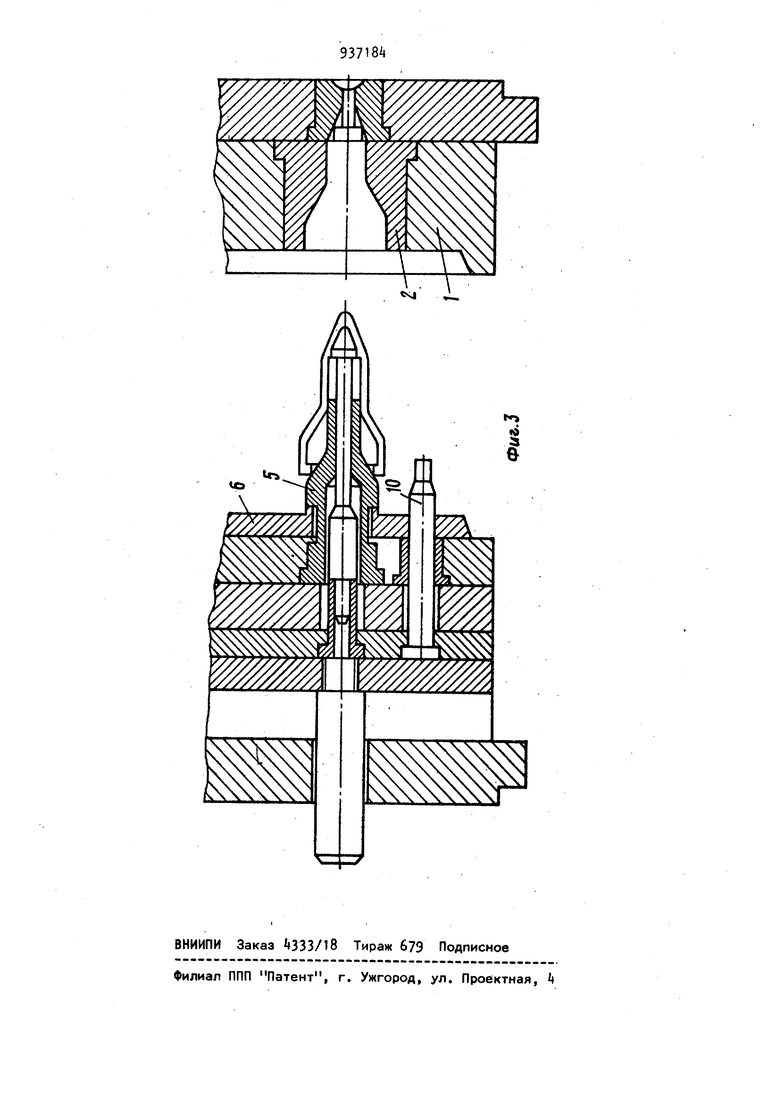
Поставленная цель достигается тем, что литьевая форма с двухступенчатой выталкивающей системой для изготовления полимерных изделий,содержащая подвижную и неподвижную плиты, плиты предварительного и окончательного выталкивания, в последней из 5 которых закреплен хвостовик, оформляющий знак и выталкиватель, снабжена дополнительным оформляющим внутренний бурт изделия знаком, который выполнен из двух разъемных частей и установлен на плите предварительного выталкивания с возможностью радиального перемещения его частей,и ступенчатой колонкой, закрепленной в плите окончательного выталкивания и взаимодействующей с дополнительным оформляющим знаком, причем выталкиватель изделия выполнен ступенчатым На фиг. 1 изображена литьевая форма, общий вид; на фиг.2 и 3 вид при выталкивании изделий из формы. Форма содержит неподвижную плиту с закрепленными с ней матрицей 2 и литниковой втулкой 3, плиту предварительного выталкивания, на которой закреплен неподвижный знак 5 и установлены дополнительный оформляющий внутренний бурт изделия знак 6, выполненный из Двух разъемных Мастей с возможностью их радиального перемещения, и ступенчйтый выталкиватель 7 с наконечником 8. На плите 9 окончательного выталкивания размещены стуЛенчатая колонка 10, втулка 11 и хвостовик 12. Форма работает следующим образом. После окончания процесса литья подвижная часть формы отходит от неподвижной плиты 1. При раскрытии формы хвостовик 12 наталкивается на неподвижный упор литьевой машины и, воздействуя на плиту 9 с колонками 10, раздвигает дополнительный знак 6 в радиальных направлениях. Таким образом, осуществляется пре варительный съем изделия со знаком 5. В дальнейшем втулка 11 упирается в бурт толкателя 7, который наконечни ком и окончательно снимает изделие со знака 5.i При. смыкании формы все ее неподвижные элементы автоматически устанавливаются в исходное положение. Наличие дополнительного знака позволило обеспечить автоматический съем при литье изделий с внутренним буртом без скоса. Наличие ступенчатого выталкивателя значительно упрощает конструкцию механизма съема изделия. Формула изобретения Литьевая форма с двухступенчатой выталкивающей системой для изготовления полимерных изделий, содержащая подвижную и неподвижную плиты, плиты предварительного и окончательного выталкивания, в последней из которых закреплен хвостовик, оформляющий знак и выталкиватель, отличающаяся тем, что, с целью обеспечения автоматического съема изделий с внутренним буртом без скоса и упрощения конструкции формы, она снабжена дополнительным оформляющим внутренний бурт изделия знаком, который выполнен из двух разъемных частей и установлен на плите предварительного выталкивания с возможностью радиального перемещения его частей, и ступенчатой колонкой, закрепленной в плите окончательного выталкивания и взаимодействующей с дополнительным оформляющим знаком, причем выталкиватель изделия выполнен ступенчатым. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 672051, кл. 8 29 С 7/00, В 29 С 5/00, 1978 (прототип). f 6
Фut,1 J
