Предлагаемый способ предиазначен для среднего диаметра резьбы I процессе пакатыва шг. ее па резьбона;;атиы станках с ПЛОСКИМ плашками или круглыми и;:аиачами.
Измере е среднего диаметра пакатызаемои резьбы оеуществлпется в дзпиом кссзеипым п;/тем - изме) велиишы 1зозин ;а оп ;их веледетоие упругих деформаций стан;-:а г;занмлых перемещений двух точек станка.
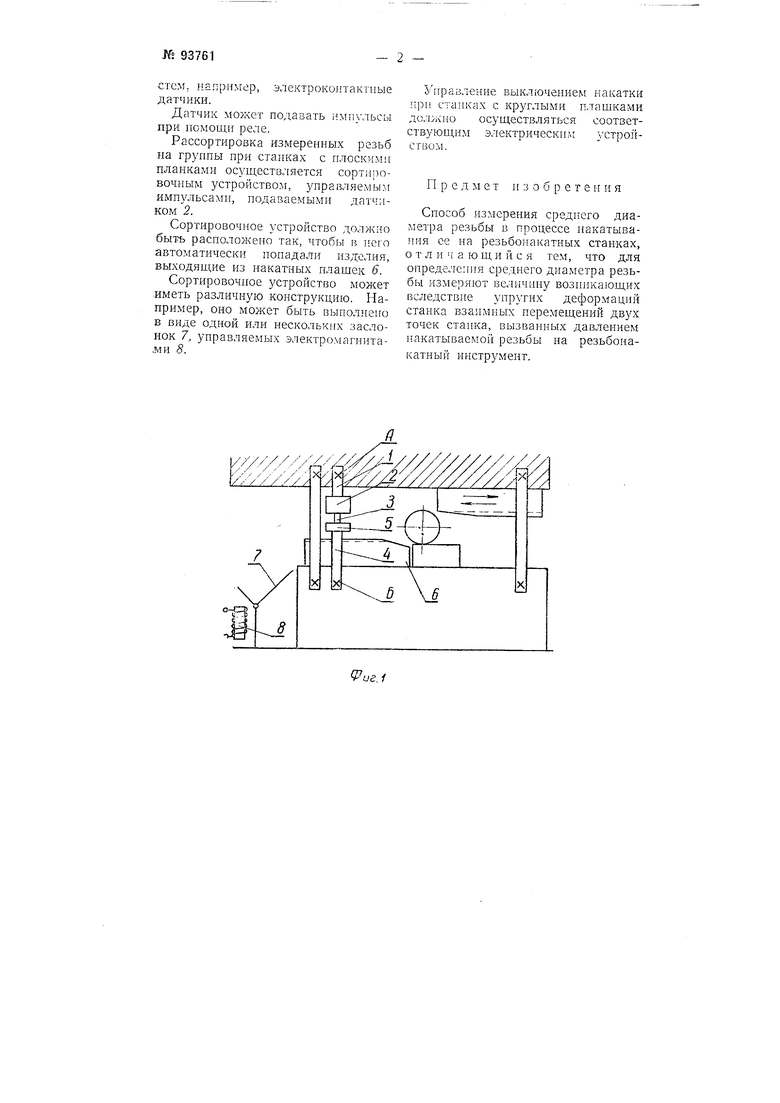
Па фиг. 1 изображена схема измерения резьбы па станках с плоскими плашками, по которой предложенный способ может быть пено.ть:и)15ян для автоматическо рассортировки накатанных пзделил1 на групны (например, па годные н брак) по величине гвмерепного диалгетра.
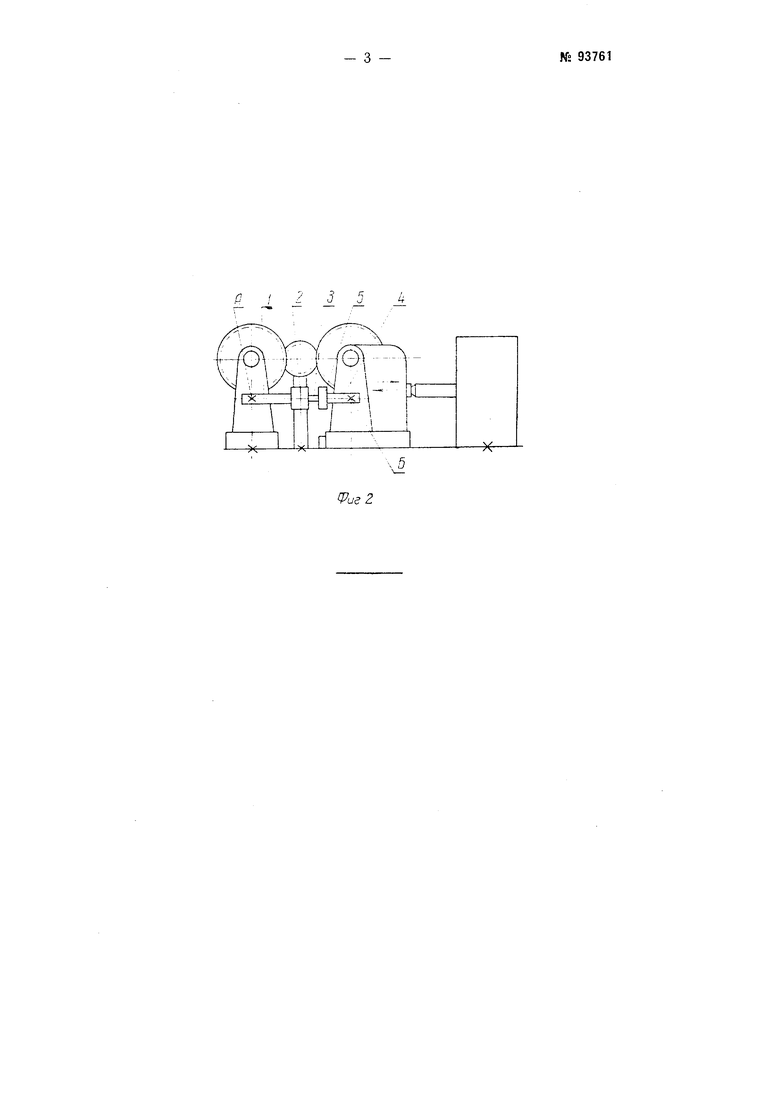
На фпг. 2 изображепа схема измерения резьбы иа стапках с круглыми плашками, по которой предложен11ый способ может быть использоЕ аи для автоматического управ;1енпя станком с целью прекрап1,ения ироллется кj;:ni.iv:ViiH /, ,н;1 из;лер;:тс. }ст:)О11етБО - - латчпк 2 с из: пельны;.; накозсчинком 3. Ко :;т;:;з;:л }3 станка ирнкрепляетсл ;ч;)ен::1тейн 4, несущи :аконечн1 К 5. пзанм()ле11Ству ОН11 Й с 1 ако ечн 1Ko:,i 3 датзн1ча. 2 пли пако1 еч |;:к J л 0:ут бьиь прикр :1. к станк;. н иным способом.
Приме яели п1 в способе должен подавать имну,тьсы. напрнмер.улектрическне. при определенных значениях изa; нioгo пeDe eщенйя точе)ч А и Б, ССОТВОТСТВУЮЩНХ зала;Н Ым значениям среднего диаMCTiia пакатьп аемон резьбы.
ДатчИу настра н;;1ется тем и.П ппы способом на о.ли)ван1И1 измерения среднего диаметра накатанных резьб.
В качестве лат1:нков ;ог т HpiiS eHe)b; дагчик,: разлнчьн 1х систсм. например, электрокоптактные датчики.
Датчик может подавать iiMnvvibCbi при помощи реле.
Рассортировка измеренных резьб на грунпы при станках с плоскими планками осуществ.чяется сортп ювочным устройством, управляемым имп льсамн, подаваемыми датчиком 2.
Сортировочное устройство должно бытъ расположено так, чтобы в него автоматически попадали изделия, выходящие из накатных плашек 6.
Сортировочное устройство может иметь различную конструкцию. Например, оно может быть выполнено в виде одной или нескольких заслонок 7, управляемых электромагнитами 8.
Управление выключением накатки при станках с круглыми плашками должно осуществляться соответствующим элeктpичecки : устройством.
Пред м е т и з о б р е т е н н я
Способ измерения среднего диаметра резьбы в процессе накатывания се на резьбонакатных станках, о т л и ч а ю щ и и с я тем, что для онределепия среднего диаметра резьбы измеряют величину возникающих вследствие упругих деформаций станка взаимных перемещений двух точек станка, вызванных давлением накатываемой резьбы на резьбонакатный инструмент.
| название | год | авторы | номер документа |
|---|---|---|---|
| Резьбонакатный станок | 1935 |
|
SU48110A1 |
| УСТРОЙСТВО для НАКАТЫВАНИЯ РЕЗЬБ | 1968 |
|
SU217353A1 |
| Способ измерения среднего диаметра резьбы в процессе ее накатывания резьбонакатными роликами | 1954 |
|
SU104537A1 |
| СТАНОК ДЛЯ НАКАТКИ РЕЗЬБЫ НА ТРУБАХ | 1971 |
|
SU289861A1 |
| Резьбонакатная головка | 1982 |
|
SU1031605A1 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 1973 |
|
SU394145A1 |
| Круглая плашка | 1978 |
|
SU795782A1 |
| ТРАНСПОРТИРОВОЧНЫЙ ВИНТ ДЛЯ ТРАНСПОРТИРОВАНИЯ ЗАГОТОВОК В РЕЗЬБОНАКАТНОМ СТАНКЕ, СПОСОБ ВСТАВКИ ЗАГОТОВОК В ТАКОЙ ТРАНСПОРТИРОВОЧНЫЙ ВИНТ И СИСТЕМА ПОДАЧИ ДЛЯ ПОДАЧИ ЗАГОТОВОК В РЕЗЬБОНАКАТНЫЙ СТАНОК | 2007 |
|
RU2462326C2 |
| Способ формирования резьб | 1988 |
|
SU1572733A1 |
| Способ обработки труб | 1975 |
|
SU613846A1 |