tiltKM
г
(Л
с
о
Со
00 4 4ib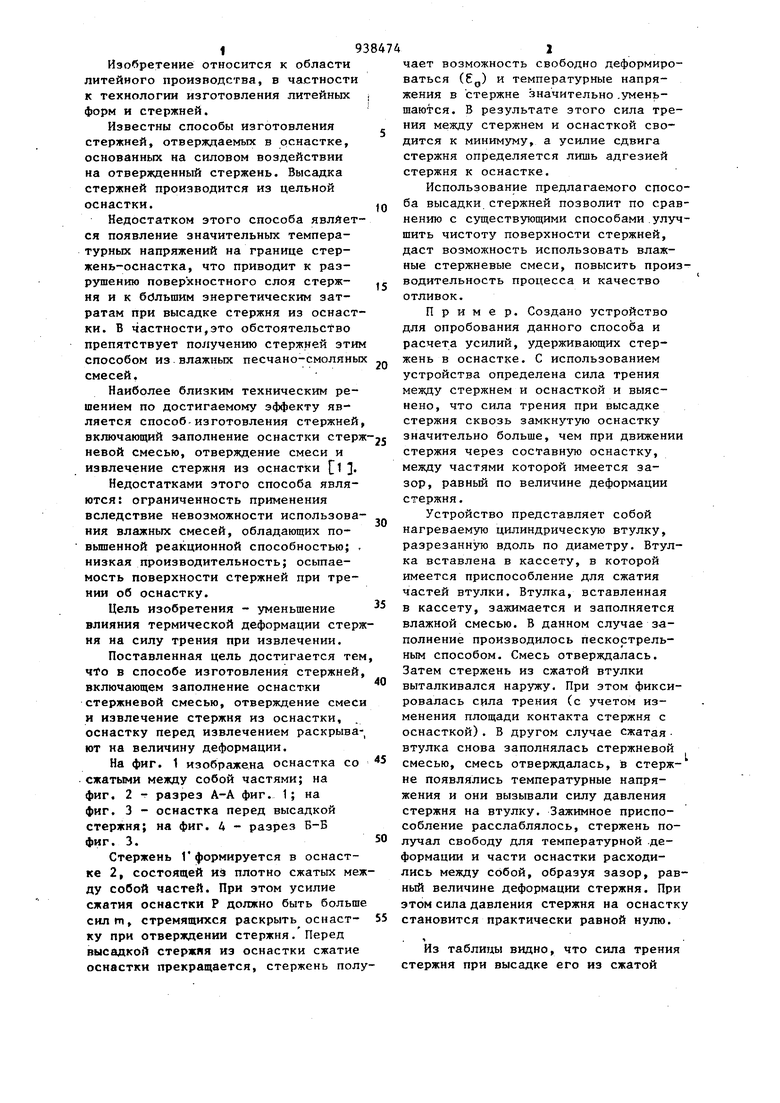
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения усилия сцепления стержня с нагреваемой оснасткой | 1980 |
|
SU908480A1 |
| Способ определения сил взаимодействия стержня с нагреваемой оснасткой | 1980 |
|
SU921665A1 |
| Способ определения деформации образца из смесей | 1980 |
|
SU963687A1 |
| Устройство для определения длительности отверждения литейных стержней | 1979 |
|
SU1004807A1 |
| Способ изготовления образцов для испытаний из стержневой химически отвержденной смеси | 1990 |
|
SU1747233A1 |
| Способ определения извлекаемости стержней и форм | 1987 |
|
SU1407657A1 |
| СПОСОБ И ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ | 2011 |
|
RU2481918C2 |
| Способ изготовления литейных форм и стержней,отверждаемых в оснастке | 1981 |
|
SU973215A1 |
| Стержневой ящик | 1982 |
|
SU1050807A1 |
| Оснастка для отверждения стержней | 1986 |
|
SU1353564A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ, включающий заполнение оснастки стержневой смесью, отверждение смеси и извлечение стержня из оснастки, о тличающийся, тем, что,- с целью уменьшения влияния термической деформации стержня на силу трения при извлечении, оснастку перед извлечением раскрывают на величину -деформации стержня.
11, I I т I
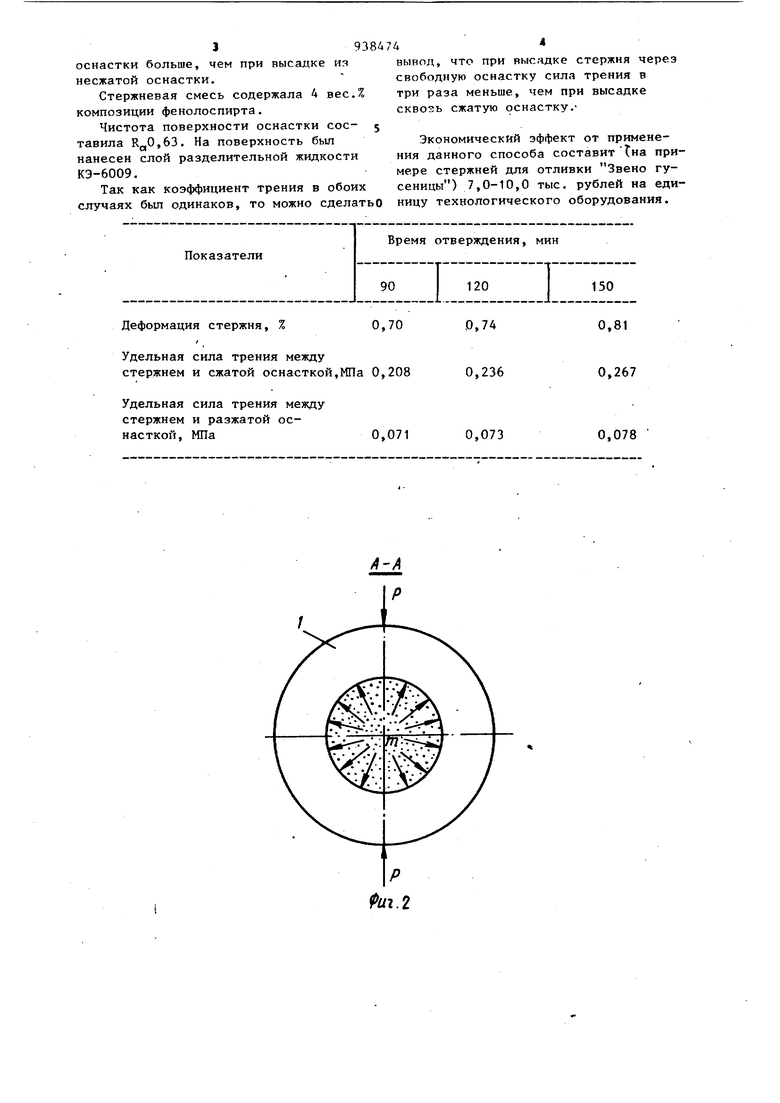
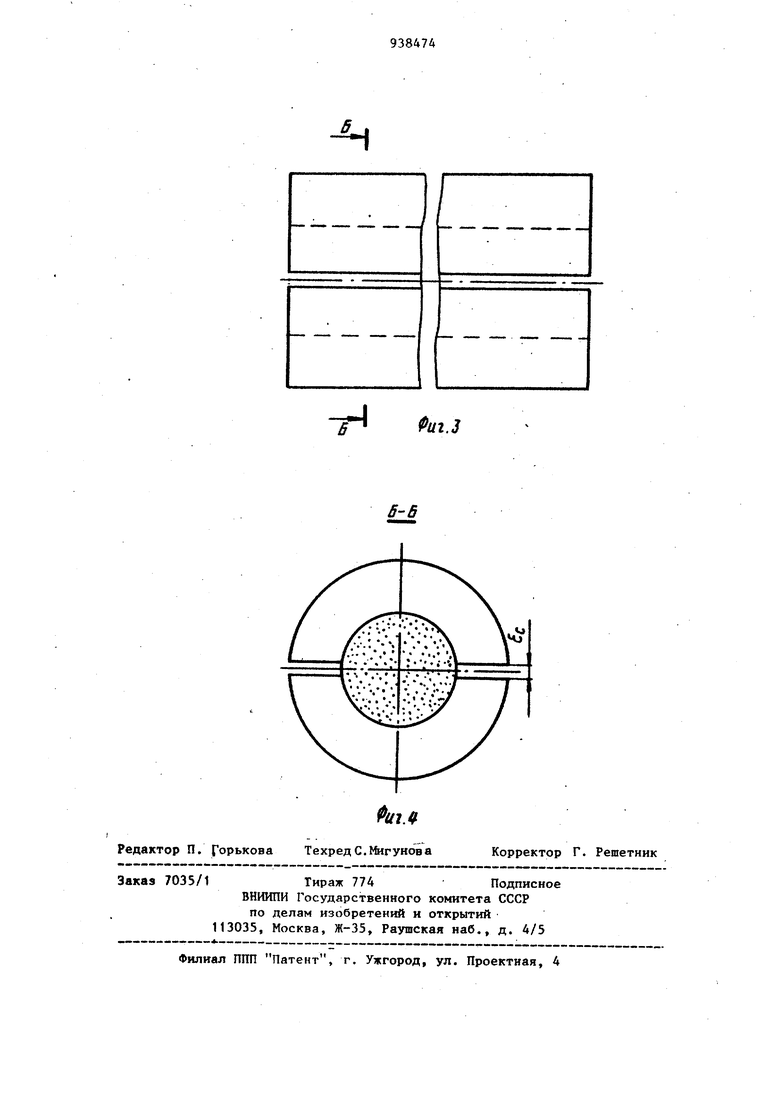
Риг.1 Изобретение относится к области литейного производства, в частности к технологии изготовления литейных форм и стержней. Известны способы изготовления стержней, отверждаемых в оснастке, основанных на силовом воздействии на отвержденный стержень. Высадка стержней производится из цельной оснастки. Недостатком этого способа явлйет ся появление значительных температурных напряжений на границе стержень-оснастка, что приводит к разрушению поверхностного слоя стержня и к ббльшим энергетическим затратам при высадке стержня из оснаст ки. В частности,это обстоятельство препятствует получению стержней эти способом из.влажных песчано-смоляны смесей, Наиболее близким техническим решением по достигаемому эффекту является способ-изготовления стержней включающий заполнение оснастки стер невой смесью, отверждение смеси и извлечение стержня из оснастки { . Недостатками этого способа являются: ограниченность применения вследствие невозможности использова ния влажных смесей, обладающих повышенной реакционной способностью; низкая производительность; осьтаемость поверхности стержней при трении об оснастку. Цель изобретения - уменьшение влияния термической деформации стер ня на силу трения при извлечении. Поставленная цель достигается те чТо в способе изготовления стержней включающем заполнение оснастки стержневой смесью, отверждение смес и извлечение стержня из оснастки, оснастку перед извлечением раскрыва ют на величину деформации. На фиг. 1 изображена оснастка со сжатыми между собой частями; на фиг. 2 - разрез А-А фиг. 1; на фиг. 3 - оснастка перед высадкой стержня; на фиг. 4 - разрез Б-Б фиг. 3. Стержень Г формируется в оснастке 2, состоящей из плотно сжатых ме ду собой частей. При зтом усилие сжатия оснастки Р должно быть больш сил m, стремящихся раскрыть оснастку при отверждении стержня/ Перед высадкой стержяя из оснастки сжатие оснастки прекращается, стержень пол 9 чает возможность свободно деформироваться (д) и температурные напряжения в стержне значительно .уменьшаются. В результате этого сила трения между стержнем и оснасткой сводится к минимуму, а усилие сдвига стержня определяется лишь адгезией стержня к оснастке. Использование предлагаемого способа высадки стержней позволит по сравнению с существующими способами.улучшить чистоту поверхности стержней, даст возможность использовать влажные стержневые смеси, повысить производительность процесса и качество отливок. Пример. Создано устройство для опробования данного способа и расчета усилий, удерживающих стержень в оснастке. С использованием устройства определена сила трения между стержнем и оснасткой и выяснено, что сила трения при высадке стержня сквозь замкнутую оснастку значительно больше, чем при движении стержня через составную оснастку, между частями которой имеется зазор, равный по величине деформации стержня. Устройство представляет собой нагреваемую цилиндрическую втулку, разрезанную вдоль по диаметру. Втулка вставлена в кассету, в которой имеется приспособление для сжатия частей втулки. Втулка, вставленная в кассету, зажимается и заполняется влажной смесью. В данном случае заполнение производилось пескострельным способом. Смесь отверждалась. Затем стержень из сжатой втулки выталкивался наружу. При этом фиксировалась сила трения (с учетом изменения площади контакта стержня с оснасткой). В другом случае сжатая втулка снова заполнялась стержневой смесью, смесь отверждалась, в стержне появлялись температурные напряжения и они вызывали силу давления стержня на втулку. Зажимное приспособление расслаблялось, стержень получал свободу для температурной .деформации и части оснастки расходились между собой, образуя зазор, равный величине деформации стержня. При этом сила давления стержня на оснастку становится практически равной нулю. Из таблицы видно, что сила трения стержня при высадке его из сжатой
3938
оснастки больше, чем при высадке из несжатой оснастки.
Стержневая смесь содержала 4 вес.% композиции фенолоспирта.
Чистота поверхности оснастки сое- 5 тавила ,63. На поверхность был нанесен слой разделительной жидкости КЭ-6009.
Так как коэффициент трения в обоих случаях был одинаков, то можно сделатьО
Удельная сила трения между стержнем и разжатой оснасткой, МПа
4
вывод, что при высадке стержня через свободную оснастку сила трения в три раза меньше, чем при высадке скво:;ь сжатую оснастку.Экономический эффект от применения данного способа составит Чна примере стержней для отливки Звено гусеницы) 7,0-10,0 тыс. рублей на единицу технологического оборудования.
0,071
0,073
0,078
Фиг.З
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Просяник Г.В | |||
| Изготовление оболочковых форм и стержней, М., 1978, с | |||
| Раздвижной паровозный золотник с подвижными по его скалке поршнями между упорными шайбами | 1922 |
|
SU148A1 |
