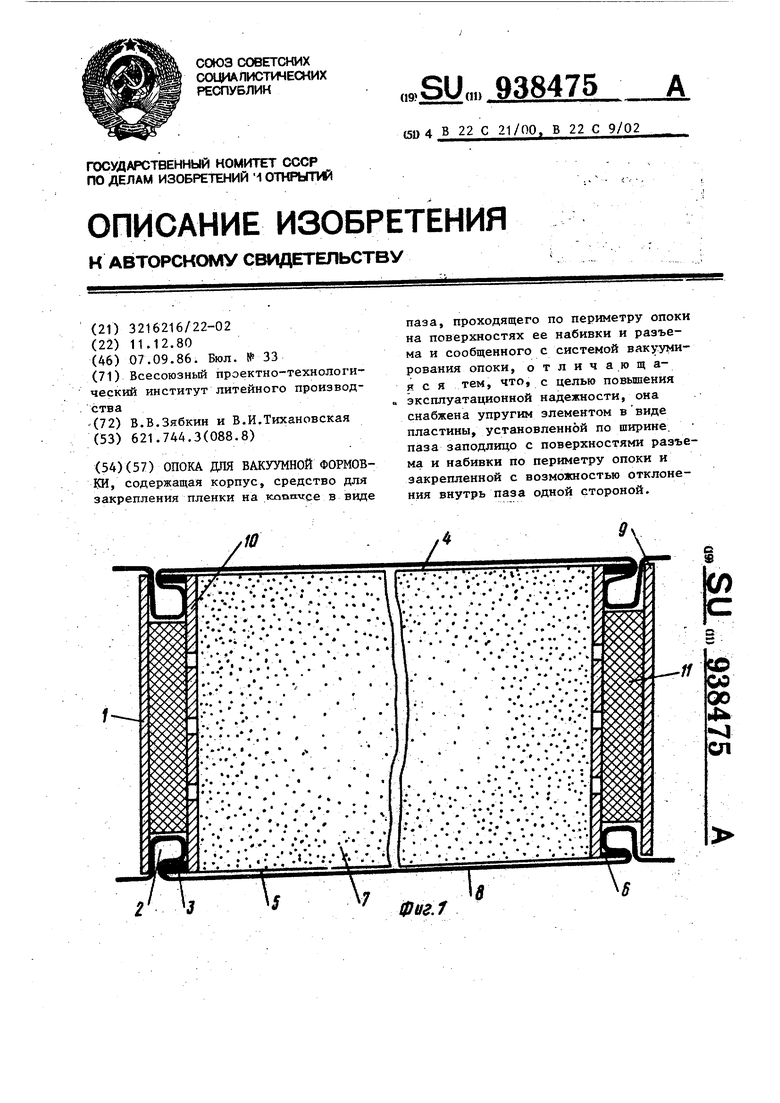
Изобретение относится к области литейного производства, в частности к конструкции опок для вакууг- ной формовки. Известны различные конструкции опок для вакуумной формовки, содержащее средство для закрепления пленки на корпусе опоки. Пленка крепится при помощи магнитов, липкой ленты и т.п. или за счет вакуумного присасывания при помощи вент различной конфигурации, расположенных на поверхностях разъема и набивки опоки. Наибольшими технологическими преимуществами обладают опоки с вентами в виде кольцевого за:зора, выполненного на поверхностях набивки и разъе ма по периметру опоки. Наиболее близкой к изобретению п технической сущности и достигаемому результату является конструкция опо ки для вакуумной формовки, содержащей корпус, образованный наружной и внутренней стенками и заполненный металлической сеткой по всему сечению и периметру опоки. На корпусе выполнено средство для закрепления пленки в виде паза, проходящего по периметру опоки на поверхностях ее набивки и разъема и сообщающегося с системой вакуумированйя опоки. Паз образован стенками-опоки, то цы которой открыты по поверхностям набивки и разъема. При создании вакуума в пазу пленка вдавливается в него атмосферньм давлением ификсируется силой трения на боковьпс поверхн эстях паза. . Недостатком известной опоки явля ется то, что в процессе эксплуатации паз засоряется формовочньм мате риалом, особенно на поверхности набивки, в результате чего сокращаетс боковая поверхность паза, что приводит к уменьшению активной поверхности вакуумного присасывания пленк в средстве ее закрепления и, следовательно, уменьшает усилие прижима пленки к корпусу опоки. В случае за полнения паза формовочным материало заподлицо с поверхностью набивки опоки (при срезании излишков формовочного материала) изменяется механизм отрыва пленки от корпуса: трение скольжения заменяется трением сцепления (разрыва), что еще больше снижает эффект закрепления пленки. Любой отрыв пленки от корпуса опоки приводит к ее разгерметизации и местному падению вакуума, что снижает усилие прижима пленки и может вызвать разрушение формы из-за недостаточного разрежения в ее полости. Цель изобретения - повьщгение эксплуатационной надежности опоки, т.е. создание конструкции, обеспечивающей надежное закрепление пленки на корпусе, которое уменьшает вероятность разрушения формы в процессе эксплуатации опоки. Поставленная цель достигается тем, что опока, содержащая корпус, средство для закрепления пленки на корпусе в виде паза у проходящего по периметру опоки на поверхностях ее набивки и разъема и сообщенного с системой вакуумирования опоки, снабжена упругим элементом в вид1е пластины, установленной по ширине паза заподлицо с поверхностями разъема и набивки по периметру опоки и закрепленной с возможностью отклонения внутрь паза одной стороной. На фиг. 1 показан общий вид опоки; на фиг. 2-4 - варианты конструкции паза опоки. Опока содержит корпус 1,в котором выполнен паз 2, закрытьш упругим элементом 3 заподлицо с поверхностью набивки 4 и разъема. 5. Упругий эле- мент закреплен на боковой стенке 6 паза 2 и перекрывает его без зазора. Опока заполнена. формовочным материалом 7 и герметизирована пленкой 8 по поверхностям разъема 5 и набивки 4. Паз 2 выполнен наружной 9 и внутренней 10 стенками опоки. Стенки образуют вакуумпроводящий канал 11. Опока эксплуатируется следующим образом. После виброуплотнения формы из-. лишки формовочного материала 7 срезают и«.герметизируют поверхность набивки 4, на которую накладывают пленку 8. При этом удельное давление формовочного материала на упругий элемент не превышает 0,15 кгс/см, что соответствует высоте слоя кварцевого песка над ним в 100 мм. Упругость элемента 3 рассчитывается та,КИМ образом, чтобы давление формовочного материала не вызывало прогибание упругого элемента 3 внутрь паза 2. Поэтому при срезании излишков формввочното материала упругий элемент 3 надежно перекрывает паз 2,
39
что исключает попадание в него формовочного материала.
Создают разрежение в вакуумпровоцящем канале 11, которое передается .и в паз. 2. На поверхности пленки 8, в том числе над упругим элементом 3, создается избыточное давление, равное разности между атмосферным и остаточным давлениями в опоке, которое достигает 0,5 кгс/см. Большее давление вызывает отклонение упругого элемента 3 внутрь паза 2, в результате чего ежду стенкой паза. 2 и упругим элементом 3 образуется зазор, в который всасывается пленка 8. Атмосферное давление плотно прижимает пленку 8 к боковой поверхности паза 2, благодаря чему достигается максимальньй контакт между пленкой и корпусом опоки. После восстановления в форме атмосферного давления упругий элемент занимает первоначальное положение, исключающее попадание формовочного материала 7 в паз 2, а пленка 8 легко удаляется.
73 . 4
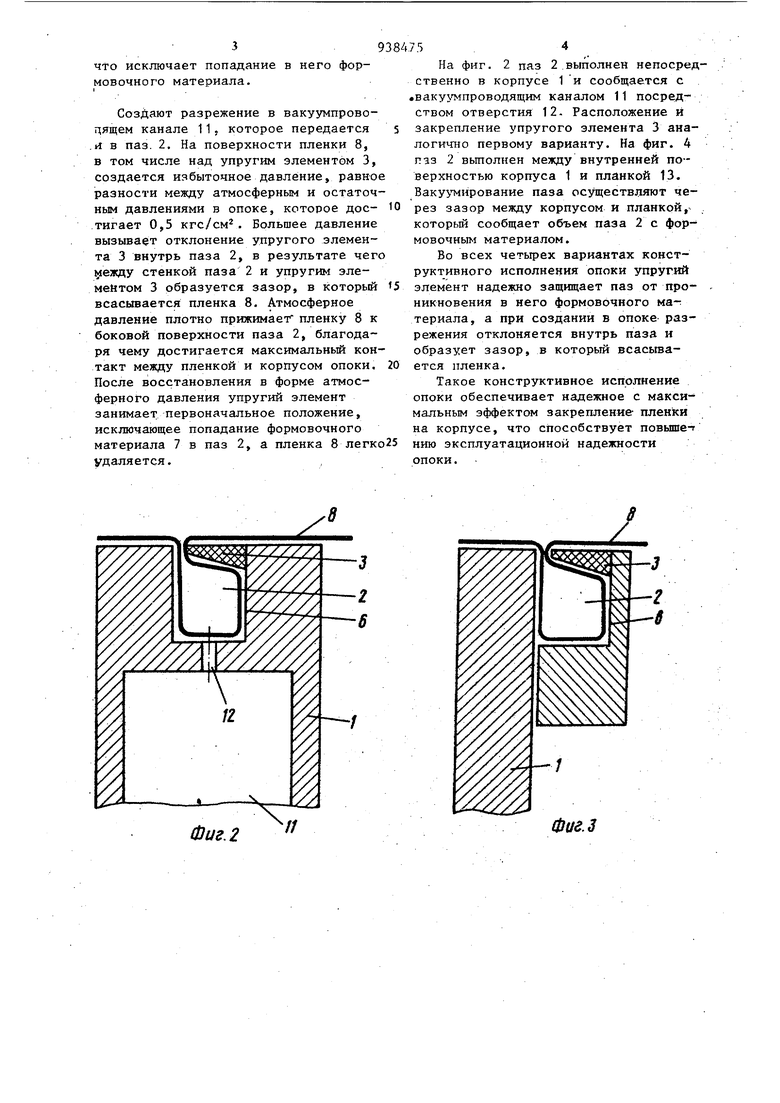
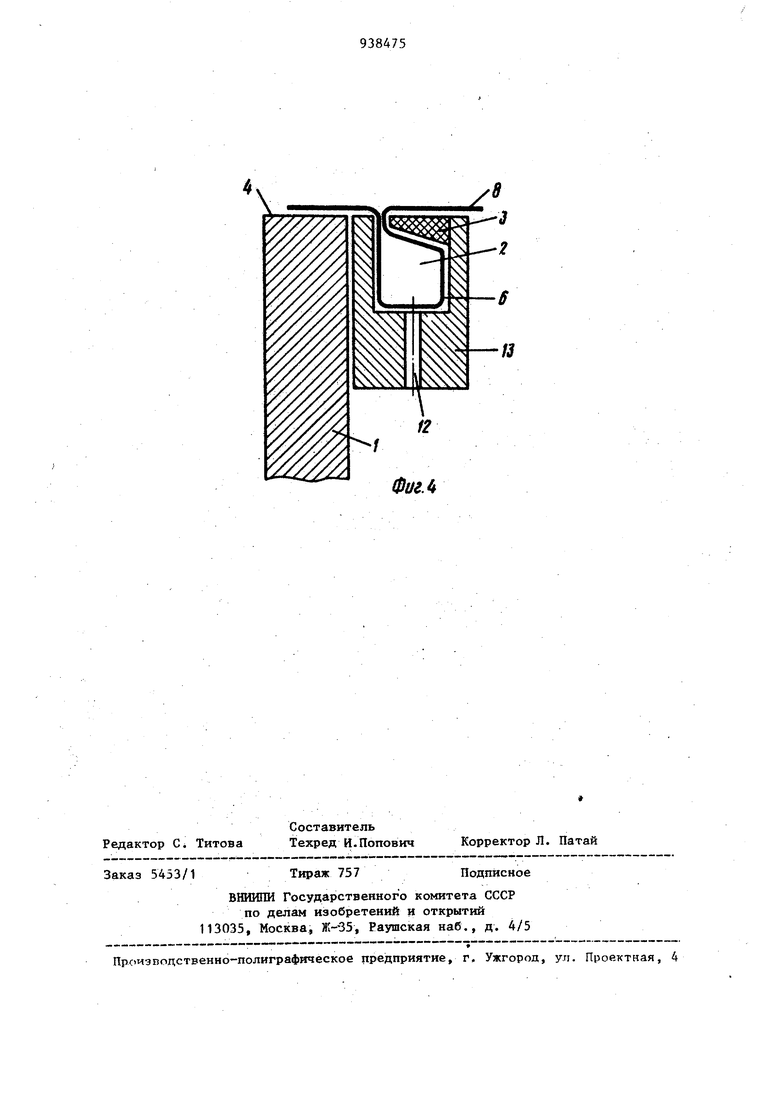
На фиг. 2 паз 2 выполнен непосредственно в корпусе 1 и сообщается с вакулмпроводящим каналом 11 посредством отверстия 12. Расположение и закрепление упругого элемента 3 аналогично первому варианту. На фиг. 4 пзз 2 вьтолнен между внутренней поверхностью корпуса 1 и планкой 13. Ваку мирование паза осуществляют через зазор между корпусом и планкой, который сообщает объем паза 2 с формовочным материалом.
Во всех четьфех вариантах конструктивного исполнения опоки упругий элемент надежно защищает паз от проникновения в него формовочного материала, а при создании в опоке разрежения отклоняется внутрь паза и образует зазор, в который всасывается пленка.
Такое конструктивное исполнение опоки обеспечивает надежное с максимальным эффектом закрепление- пленки на корпусе, что способствует повыше-f нию эксплуатационной надежности опоки.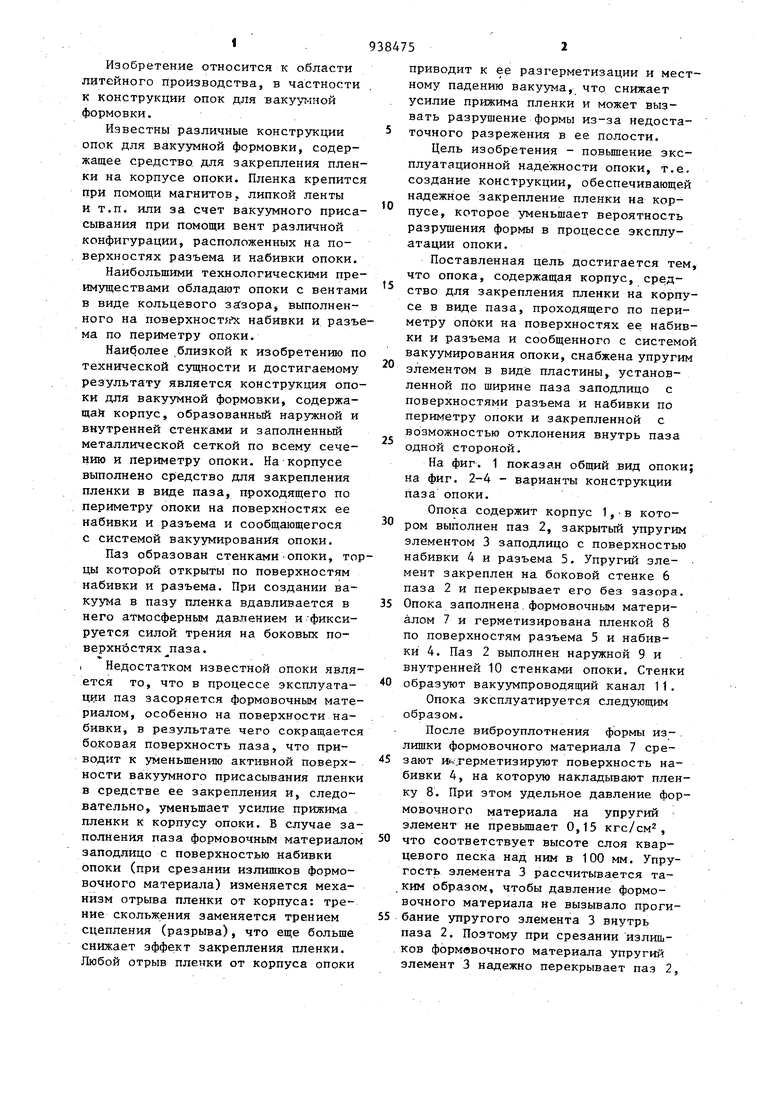
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления форм вакуумной формовкой | 1982 |
|
SU1068212A1 |
| Опока для вакуумной формовки | 1979 |
|
SU1102656A1 |
| Опока | 1979 |
|
SU789207A1 |
| Машина для центробежного литья | 1979 |
|
SU822983A1 |
| Опока для вакуумной формовки | 1983 |
|
SU1296281A1 |
| Автомат для литья в вакуумно-пленочные формы | 1985 |
|
SU1247151A1 |
| Установка для вакуумной формовки | 1978 |
|
SU814553A1 |
| Опочная оснастка для изготовления литейных форм вакуумной формовкой | 1979 |
|
SU937102A2 |
| Литейная оснастка | 1978 |
|
SU764835A2 |
| Опока для вакуумной формовки | 1987 |
|
SU1423264A1 |
ОПОКА ДЛЯ ВАКУУМНОЙ ФОРМОВИ1, содержащая корпус, средство для закрепления пленки на Konttvce в виде паза, проходящего по периметру опоки на поверхностях ее набивки и разъема и сообщенного с системой вакуумирования опоки, отличающаяся тем, что, с целью повышения эксплуатационной надежности, она снабжена упругим элементом в виде пластины, установленной по ширине, паза заподлицо с поверхностями разъема и набивки по периметру опоки и закрепленной с возможностью отклонения внутрь паза одной стороной. фаг. Т