J. 2 Изобретение отнсюнтся к литейном производству в частности к получению литейных форм формовкой. . При изготовлении литейных форм вакуумной фо жовкой, синтетическую пленку закрепляют на поверхности разъема и цабивки опоки. Средство з ,палнения пленкина опоке должно обес печйвать герметичность формы и доста точное прочное механическое сцепление пленки с корпусом опоки, исключ ющее разгерметизацию формы при ее протяжке, кантовке и транспортировке Известны спсх;обы механического закрепления пленки на корпусе опоки с помощью рамок, резиновых жгутов,, липкой ленты, вент и т.д. Известен способ вакуумного присаг сывания пленки к поверхности форш в конструкции опоки. Синтетическая пленка удерживаетс На поверхностя-.: разъема и набивки опоки за счет разности давлений на внешней и внутренней (со стороны формы), поверхностях плёнки. Внешнее (атмосферное) давление плотно прижи мает пленку к формовочному материалу и препятствует случайному удалению ее при транспортных операциях fO. Недостатке такого способа являет ся закрепление пленки только на поверхности формовочного материала. Пленка не крепится к прочному корпусу опоки, поэтому на границе опокаФормовочный материал возникает утечка вакуума, что ре ,ко ухудшает условия закрепления пленки.УсилиеOTJMва пленки при таком способе не превьииает 1 кг, Известен способ вакуумного закреп ления пленки на корпусе опоки пос- . редством вент f2. В опоке венты выполнены на поверх ностях разъема и набивки опоки. Усилие отрыва определяется в случае рабочей поверхностью вент, которая имеет конструктивные ограничения Наиболее близким к изобретению по технической сущности и достигаемому результату является способ изго товления форм вакуумной формовкой, включаккций заполнение опоки формовоч ым материале, срезание излишков формовочного материала с поверхности контрлада опоки, укладывание гермети зирук щей пленки на контрлад опсяси и в паз и вакуумирование f33. Недостатками известного способа закрепления пленки являются сложност конструкции опочной оснастки, ненадежность в работе. Кроме того, при заливке формы возможен уход металла по разъему и сплески его на поверхность набивки, что приводит к заполнению паза расплавом и всасыванию жидкого металла, в результате чего опока не пригодна для многократного использования. Целью изобретения является упрощение конструкции опоки и повышение эксплуатационной надёжности опочной оснастки. Поставленная цель достигается тем, что согласно способу изготовления форм,вакуумной формовкой, включающему заполнение опоки формовочным материалом, срезание излишков формовочного материала с поверхности контрлада опоки, укладывание герметизирующей пленки на контрлад опоки и- в паз и вакуумирование, после вакуумирования опоки и перед ианесенишл герметизирующей пленки на контрлад опоки на последнем шаблоном в формовочном материале выполняют паз по внутреннему периметру стенки опоки. На чертеже показана опока с выполненным пазом. Способ изготовления форм вакуумной формовкой осуществляется следующим образсил. В формовочном материале опоки создают разряжение, затем по внутреннему периметру опоки на поверхности набивки образуют паз и наклгд ывают сверху пленку. Пленка за счет разряжения плотно просасывается к формовочному материалу и о.гибает паз по периметру, плотно прилегая к стенке опоки. Для закреплени-я пленки не требуется изготовления специальных СПОК с пазами и он может быть реализован для любых опок, тем самым упрощае.тся конструкция опок. Выполнение паза в формовочном материгите не вызы вает никаких сложностей и.лишних затрат,так как наполнитель имеет ,мс1лую прочность. В виду того, что паз выполняют ; не в опоке, а в формовочном материале, исключают возможность выхода из ; строя опоки в случае попадания металла в пазы, тем самым повышается з.ксплуатационная надежность оснастки. Закрепление пленки по предлагаеMc iy способу производят следующим образом. После заполнения опоки фО15мовочным материалом срезают его излишки с поверхности набивки, производят вакуумирование формы. Формовочный материал приобретает около внутренних стенок опоки некоторую связанность за счет разности давлений на его поверхности и внутри формы. Шаблоном, соответствующим- конфигурации паза, проводят по внутреннему периметру опоки, выполняя таким образом, паз. Затем накладывают иа поверхность набивки формы пленку. Вакуум плотно прижимает пленку к фор мовочному материалу, огибая поверхность паза, и к боковой стенке опоки, оформляющей одну из сторон паза.
закрепляя пленку на корпусе опоки (крепление пленки;) на поверхности йабивки формл схематично показано на чертеже).
Опока 1 с системой 2 вакуумирования и вентами 3 заполнена формовочным материгшсМ 4/ в которсж выполнен паз 5. Синтетическая пленка 6 вдавливается в паз атмосфершм давлением
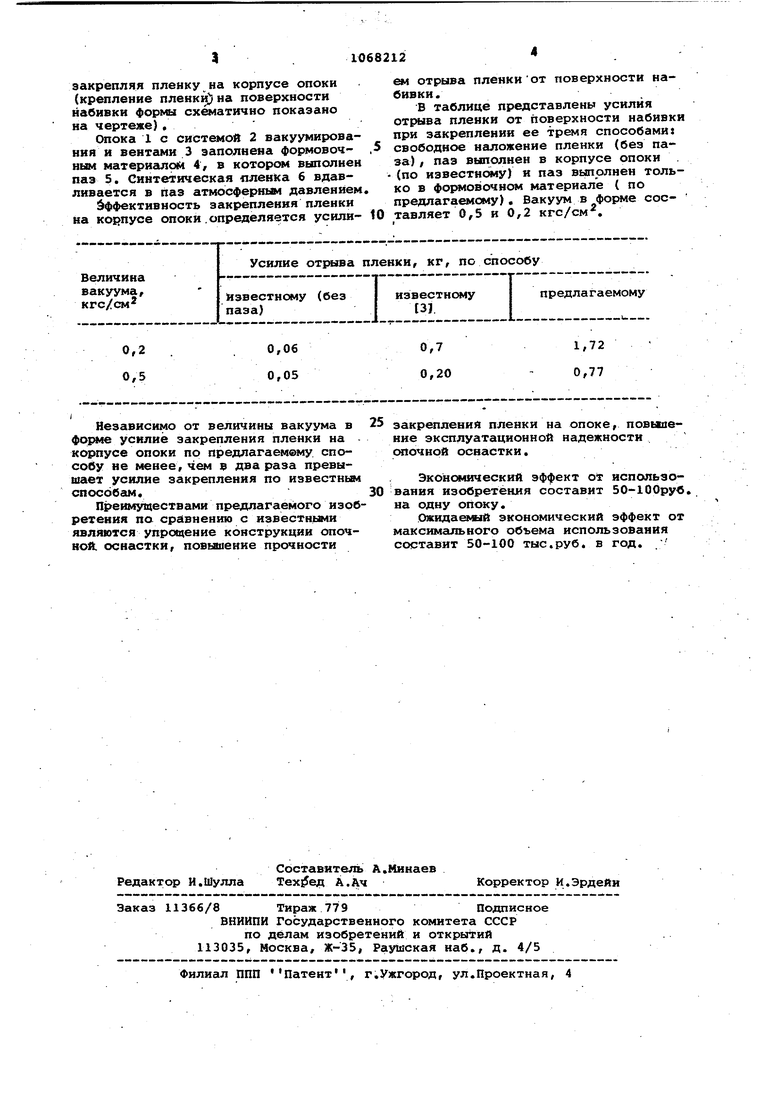
Эффективность закрепления пленки на корпусе опоки.определяется усилнем отрыва пленкиот поверхности набивки.
В таблице представлены усилия отрыва пленки от поверхности набивки при закреплении ее тремя способами: свободное наложение пленки (без паза) , паз выполнен в корпусе опоки (по известнсяну) и паз выполнен только в формовочном материале ( по предлагаемому). Вакуум в форме составляет 0,5 и 0,2 кгс/см.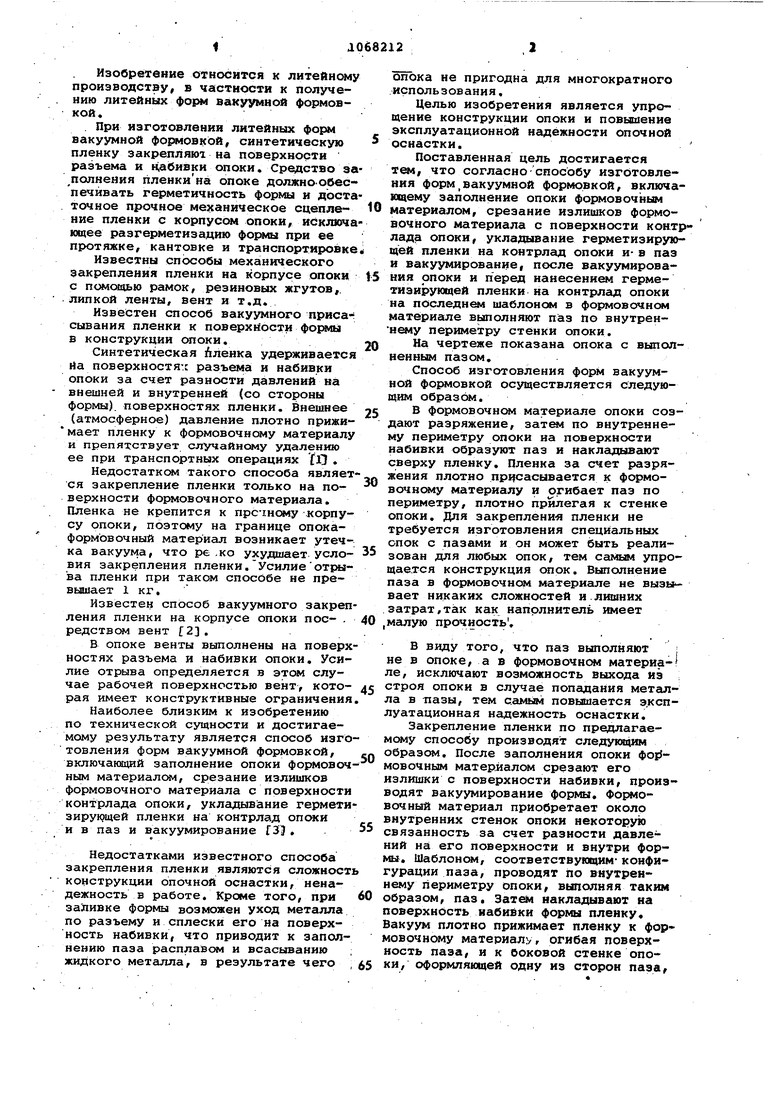
| название | год | авторы | номер документа |
|---|---|---|---|
| Опока для вакуумной формовки | 1980 |
|
SU938475A1 |
| Оснастка для вакуумной формовки | 1988 |
|
SU1671398A1 |
| Способ вакуумной формовки и оснастка для его осуществления | 1987 |
|
SU1519822A1 |
| Способ изготовления литейных форм вакуумной формовкой и оснастка для испытания формовочных материалов | 1986 |
|
SU1426692A1 |
| Опока для изготовления литейной формы вакуумной формовкой | 1977 |
|
SU869938A1 |
| Способ изготовления отливок и опока для его реализации | 1981 |
|
SU1006039A1 |
| Опочная оснастка для изготовления литейных форм вакуумной формовкой | 1979 |
|
SU937102A2 |
| Автоматическая линия вакуумной формовки | 1982 |
|
SU1096033A1 |
| Опока для вакуумной формовки | 1979 |
|
SU1102656A1 |
| Опока для вакуумной формовки | 1986 |
|
SU1355352A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ ВАКУУМНОЙ ФОРМОВКОЙ, включающий заполнение опоки формовочным материалом, срезание излишков формовочного материала с поверхности контрлада опоки, укладывание герметизирующей пленки на контрлад опоки и в паз и вакуумирование, о т л и ч а .ю ц и ttс я тем, что, с целью упрошения конструкции опоки и повышения ее эксплуатационной надежности после вакуумирования СЯ1ОКИ перед нанесением герметиэирукяцей пленки на контрлад опоки на последнем шаблоном в формовочном материале выполняют паз по внутреннему периметру стенки опоки.
Независимо от величины вакуума в форме усилие закрепления пленки на . корпусе опоки по предлагаемому способу не менее, чем в два раза превышает усилие закрепления по известным способам.
Преимуществами предлагаемого изобретения по сравнению с известньми являются упрощение конструкции опочной. оснастки, повьяиение прочности
закрепления пленки на опоке, повыаение эксплуатационной надежности сточной оснастки.
. Экономический эффект от использования изобретения составит 50-100руб. на одну опоку.
Ожидаемый экономический эффект от максимального объема использования составит 50-100 тыс.руб. в год.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Опока | 1972 |
|
SU613703A3 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
