Изобретение относится к металлургии, в частности к оборудованию для производства и обработки проволоки.
Известна клеть для деформации металла, содержащая деформирующие валки в количестве не менее четырех, установленные на осях с утолщениями, через отверстия в которых пропущены концы .соседних осей l.
Недостатком известной конструкции клети является небольшая вытяжка, ограниченная возможностью одного калибра.
Цель изобретения - создание конструкции клети, обеспечивающей повь1шение вытяжки металла путем деформации его в двух последовательных калибрах при сохранении компактности и жесткости клети.
Поставленная цель достигается тем, что в клети для деформации металла, содержащей деформирующие валки в количестве не менее четырех, установленные на осях с утолщениями, через отверстия в которых пропущены концы соседних осей, отверстия в утолщениях смещены относительно оси этих утолщений вдоль оси прокатки с попеременным чередованием направлений смещения .
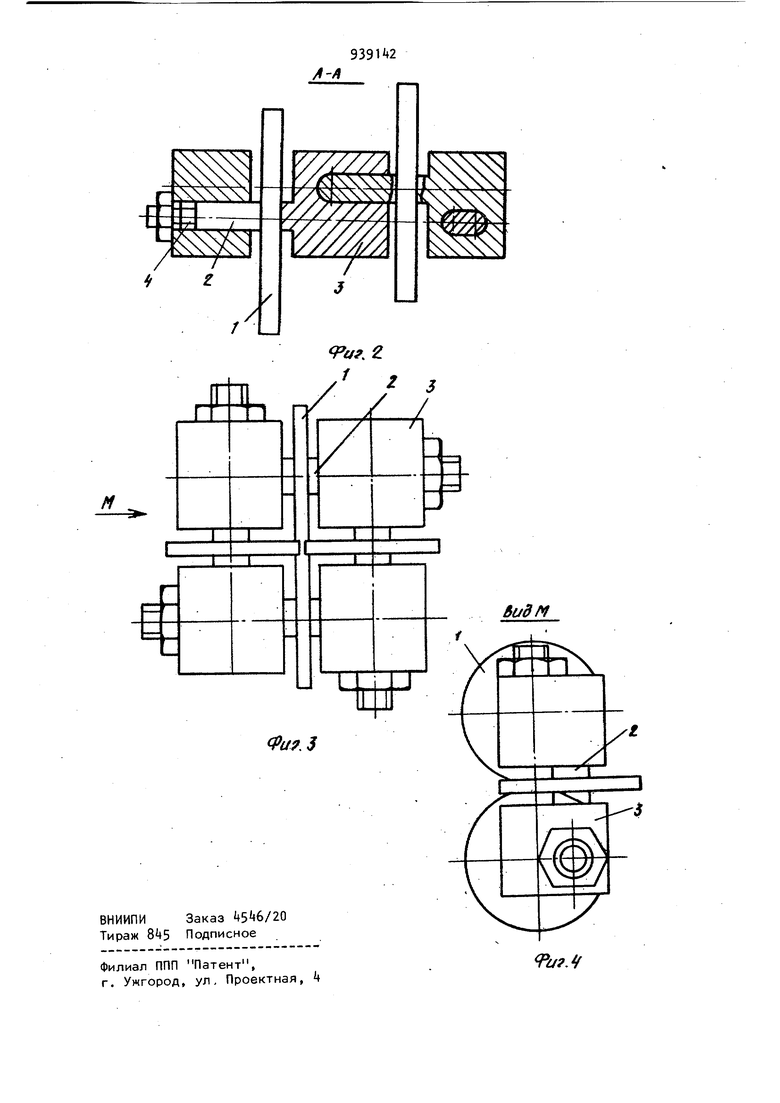
На фиг. 1 представлена схема шестивалковой клети с двумя трехвалковыми калибрами, на фиг. 2 - разрез
10 А-А на фиг. 1, на фиг. 3 схема четырехвалковой клети с двумя калибрами; на фиг. k - вид по стрелке М на фиг. 3.
Валки 1 установлены на осях .2,
15 выполненных с утолщениями 3. В утолщениях 3 имеются отверстия Ц (фиг.2), в которых помещены и зафиксированы концы осей 2. Отверстия выполнены
20 смещенными относительно оси 2 в каждом утолщении 3, но в утолщении каждой соседней оси 2 смещение направлено в противоположные стороны. Смещение отверстий t относительно оси 2 осуществлено вдоль оси прокатки осям 2.
В результате смещения отверстий k в утолщениях 3 оси валков 1 (фиг. 14) располагаются в двух параллельных плоскостях, удаленных друг от друга на величину смещения отверстий относительно оси. Поэтому часть валков образует один калибр, а другая часть валков образует другой калибр. Калибры находятся на рдной оси.
Устройство pa6oTaieT следующим образом.
Перемещением осей 2 в отверстиях 4 с помощью крепежных элементов, фиксирующих оси 2 в утолщениях 3, регулируется расстояние между валками 1, образующими калибры. Усилия деформации с валков 1 передаются на оси 2, где и замыкаются„ Следует отметить, что при калибрах, образованны четным числом валков, каждый калибр регулируется независимо от другого. Это дает возможность использовать в каждом калибре наборы волков, отличающиеся по диаметру. При нечетных числа валков в каждом калибре необходимо солюдать равенство диаметров валков.
Благодаря образованию двух калибро в клети появляется возможность значительно повысить вытяжку обрабатываемг)го металла. Кроме того, два калибра обеспечивают деформацию круглой прово.локи в круг, не прибегая к использованию двух клетей известных конструкций. В этом и заключается преимущество предлагаемой клети.
Формула изобретения
Клеть для деформации металла, содержащая деформирующие валки в количестве не менее четырех, установленные на осях с утолщениями, через отверстия в которых пропущены концы соседних осей, отличающаяся тем, что, с целью повышения вытяжки металла в клети путем деформации его в двух последовательных калибрах при сохранении компактности и жесткости, отверстия в утолщениях смещены относительно оси этих утолщений вдоль оси прокатки с попеременным чередованием направлений смещения.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР по заявке № 2392103/02, кп. В 21 В 13/10,1976.

| название | год | авторы | номер документа |
|---|---|---|---|
| Клеть для деформации в многовалковом калибре | 1979 |
|
SU939144A1 |
| Прокатная клеть с многовалковым калибром | 1978 |
|
SU937066A1 |
| Клеть с многовалковым калибром | 1981 |
|
SU971540A1 |
| Клеть с многовалковым калибром | 1982 |
|
SU1088194A1 |
| Клеть с многовалковым калибром | 1978 |
|
SU939143A1 |
| Способ горячей прокатки полосового металла | 1985 |
|
SU1260049A1 |
| Клеть с многовалковым калибром | 1979 |
|
SU948473A1 |
| Способ горячей прокатки полосового металла | 1990 |
|
SU1712013A1 |
| Клеть с многовалковым калибром | 1978 |
|
SU775902A1 |
| Способ прокатки труб на редукционном стане и технологический инструмент для его осуществления | 1988 |
|
SU1523201A1 |