(54) СПОСОБ ПРОФИЛИРОВАНИЯ АЛМАЗНОГО КРУГА
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ ШЛИФОВАЛЬНЫХ КРУГОВ | 2008 |
|
RU2364497C1 |
| Способ профилирования шлифовального круга | 1989 |
|
SU1773705A1 |
| Устройство для правки многониточных шлифовальных кругов | 1987 |
|
SU1785883A1 |
| Способ правки алмазного круга | 1982 |
|
SU1033298A1 |
| Способ правки абразивного круга на металлической связке | 1979 |
|
SU882719A1 |
| Способ электроэрозионного профилирования алмазных кругов | 1986 |
|
SU1342640A1 |
| Способ электроэрозионного профили-РОВАНия АбРАзиВНыХ КРугОВ | 1979 |
|
SU795839A1 |
| ОТРЕЗНОЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2072296C1 |
| Инструмент для алмазно-электролитической обработки | 1977 |
|
SU743828A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНО-АБРАЗИВНОГО ИНСТРУМЕНТА | 1970 |
|
SU263434A1 |
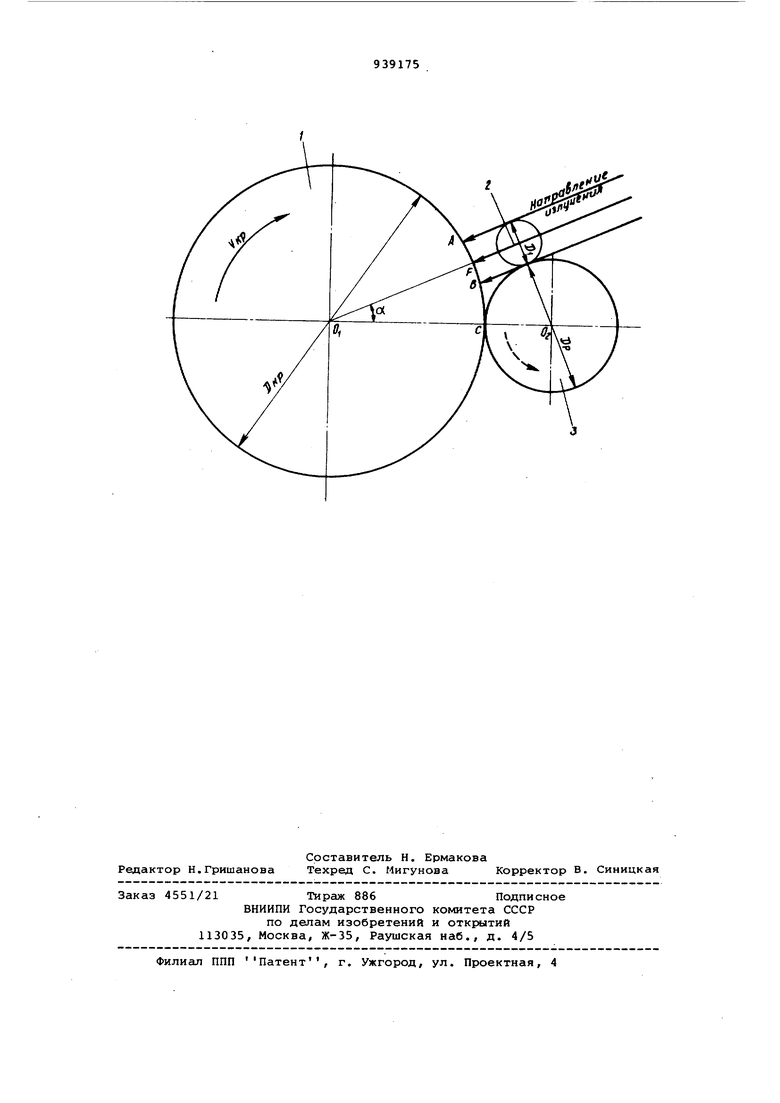
Изобретение относится к машиност- роению и может быть применено при шл фовании профильных деталей. Известен способ электроэрозионног профилирования алмазного круга, согласно которому наружную поверхность круга обрабатывают кольцеобразным электродом-инструментом с внутренней рабочей поверхностью, причем алмазный круг размещают внутри правящего электрода-инструмента со смещением относительно оси его вргицения, а величину смещения определяют из условия обеспечения гарантированного рабочего зазора 1. Недостатком этого способа является непроизводительный расход алмазов при профилировании круга. Известен также способ профилирова ния алмазного круга, согласно которому осуществляют нагрев алмазоносно го слоя и взаимную обкатку круга и фасонного ролика 2. Этот способ не обеспечивает высокую режущую способность и точность алмазного круга после профилирования так как требует значительного усилия для создания необходимой степени деформации . Цель изобретения - повышение режущей способности и точности алмазного круга после профилирования. Поставленная цель достигается тем, что нагрев осуществляют до температуры плавления легкоплавкой фазы алмазоносного слоя лучом лазера, который направляют под углом к линии, соединяющей центры вращения круга и ролика, определяемым по зависимости« D л + Dp oL arc sin DA -диаметр поперечного сечения луча; -диаметр ролика; -диаметр алмазного круга. На чертеже показана схема осуществления профилирования гшмазиого круга. Алмазный круг 1 подвергают иагреву ЛУЧСЯ4 2 лазера, который направляют под углом d к линии 0,0|, соединяющей центры вращения круга и профильного ролика 3. Круг и ролик взаимно обкатывают в направлении . в зависимости от диаметра поперечного сечения луча 2 (Од) угол d равен Р л + Dp d ars sin . D. KP + Dp где Dp - дис1метр ролика; диаметр алмазного круга.
Профилирование осуществпяют следующим образом.
При входе участка поверхности круга в зону действия луча лазера (точка А) начинается нагрев сшмазоносного слоя. Температура его повьлцается при перемещении в точку F и затем в точку В. Нагретый участок алмазоносного слоя дапее попадает в зону С, где осуществляется его пластическая деформация. Благодаря тому, что алмазоносный слой нагрет до температу.ры плавления его легкоплавкой фазы, облегчается деформируемость. Далее спрофилированный участок поверхности круга выходит из зоны действия ролика и остывает до следуннцего цикла нагрева и деформации.
Пример. Профилированию подвергают алмазный круг типа АПП 200х х10х51х5-М1-АСВ 170/125 с точностью 0,003 мм под шлифование канавок трапецеидальной формы для деталей машиностроительного производства. Профилирование осуществляют твердосплавным роликом диаметром 50 мм. Для наг рева алмазоносного слоя используют молекулярный лазер ЛГ-25А мощностью 34 Вт и длиной волны 10,6 мкм. Диаметр пятна лазерного излучения 10 м
Лазер устанавливают под углом нак лона к линии, соединяющей центры вращения алмазного круга и профилирующего ролика, равным 14°.
Нагрев алмазоносного слоя производят по всей ширине алмазного круга до 500°С.
Алмазный круг вращается с -линейной скоростью, равной 4,2 см/с. Время профилирования алмазного круга составляет 25 мин.
Металлографический анализ показывает отсутствие разрушения алмазных зерен в- процессе профилирования алмазного круга с нагревом его алмазоносного слоя лучом лазера.
Предлагаемый способ благодаря достижению заданной температуры нагрева по всей глубине алмазоносного сло
обеспечивает возможность увеличения деформируемости связки без Hapyuieния ее кристаллического строения, при этом создается возможность перемещения в ней алмазных зерен без их разрушения. Кроме того, снижается давление профилирующего ролика на алмазный круг в результате увеличения пластичности и степени деформируемости связки.
Везконтактный управляемый нагрев не вызывает перегрева рабочей поверхности профилирующего ролика, что повышает его стойкость и точность профилирования алмазного круга.
Кроме того, увеличивается время работы круга между очередными правками в 2-3 раза.
Формула изобретения
Способ профилирования алмазного круга, согласно которому осуществляют нагрев алмазоносного слоя и взаимную обкатку круга и фасонного ролика, отличающийся тем, что, с целью повышения режущей способности и точности сшмазного круга нагрев осуществляют до температуры плавления легкоплавкой фазы алмазоносного слоя лучом лазера, который направляют под углом к линии, соединяющей центры вращения круга и ролика, определяемым по зависимости
D л + Dp
cL arc sin DRP + Dp
где Од - диаметр поперечного сечения луча;
Dp - диаметр ролика; дис1метр алмазного круга.
Источники информации, принятые во внимание при экспертизе
