(5) УСТРОЙСТВО ДЛЯ СВАРКИ ТЕРМОПЛАСТОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки термопластов | 1983 |
|
SU1110647A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ТЕРМОПЛАСТОВ | 1973 |
|
SU368050A1 |
| Устройство для сварки термопластов | 1977 |
|
SU704808A1 |
| УСТРОЙСТВО для СВАРКИ ТЕРМОПЛАСТОВ | 1969 |
|
SU239537A1 |
| Устройство для сварки термопластов | 1980 |
|
SU870163A2 |
| Устройство для сварки термопластов | 1978 |
|
SU749672A1 |
| Устройство для сварки термопластов газообразным теплоностителем | 1977 |
|
SU643359A1 |
| Устройство для сварки термопластов газообразным теплоносителем | 1978 |
|
SU737228A2 |
| Устройство для сварки термопластов | 1981 |
|
SU941191A1 |
| Пистолет для сварки термопластов расплавленным присадочным прутком | 1980 |
|
SU903156A1 |
Изобретение относится к сварке пластмасс, а именно к устройствам для сварки термопластов расплавленным присадочным прутком.
Известно устройство для сварки термопластов, содержащее корпус с нагревателем, рукоятку и приводной механизм захвата и подачи термопластичного присадочного прутка, выполненный в виде втулки с внутренней резьбовой нарезкой, которая вмонтирована в осевое отверстие зубчатого колеса, установленного на корпусе и кинематически связанного с приводом l.
Недостаток устройства заключается в неравномерной подаче присадочного прутка в нагреватель.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому является устройство для сварки термопластов, содержащее корпус, в котором смонтированы механизм подачи присадочного прутка, имеющий входную и выходную часть, нагреватель, установленный на выходной части полого ствола, и привод С2}. В известном устройстве механизм подачи присадочного прутка имеет два соосных кинематически связанных с приводом зубчатых колеса с размещенными в их внутренних отверстиях резьбовыми втулками, причем резьба во у втулках выполнена во взаимно противоположных направлениях, соответствующих направлению вращения зубчатых колес, а длина второй втулки относится к длине первой как 1:(1,,8).
Недостатком указанного устройства является то, что оно рассчитано на использование такого присадочного прутка, диаметр которого имеет поле допуска, не превышающее, по крайней мере, удвоенной высоты профиля резьбы во втулке. Пруток с положительным отклонением размера диаметра, превышащим высоту профиля резьбы, в резьбоую втулку не -входит, а пруток с таким же по величине, но отрицательным тклонением размера диаметра резьбовой втулкой не захватываетсяи не 5 подается в нагреватель.
Кроме этого, в проце.ссе введения присадочного прутка в устройство сварщик также должен вручную удерживать пруток от вращения, по крайней Ю мере, до входа прутка во вторую резьовую втулку. Наличие же свободного пространства (зазора) между резьбовыми втулками затрудняет попадание конца прутка во вторую втулку, что 15 создает неудобства в работе с устройством, ухудшает эксплуатационные свойства устройства. . :
Цель изобретения - повышение удобства обслуживания и улучшения эксплу- 20 атационных возможностей устройства.
Указанная цель достигается тем, что в устройстве для сварки термопластов, содержащем корпус, в котором смонтированы механизм подачи приса- 25 дочного прутка,, включающий полый ствол для присадочного прутка, имеющий входную и выходную части, нагреватель, установленный на выходной части гюпого ствола, и привод, меха- 30 иизм подачи присадочного прутка снабжен кинематически связанным с приводом диском с винтовой нарезкой на боковой. поверхности, ось которого параллельна оси ствола, а входная часть ствола за-з5 креплена в корпусе консольно с возможностью перемещения ее свободного конца в поперечном направлении и выполнена с внутренней продольной нарезкой и с поперечной прорезью, в 40 которой частично размещен диск.
Кроме того, свободный конец входной части ствола подпружинен относительно корпуса и снабжен регулировочным винтом.45
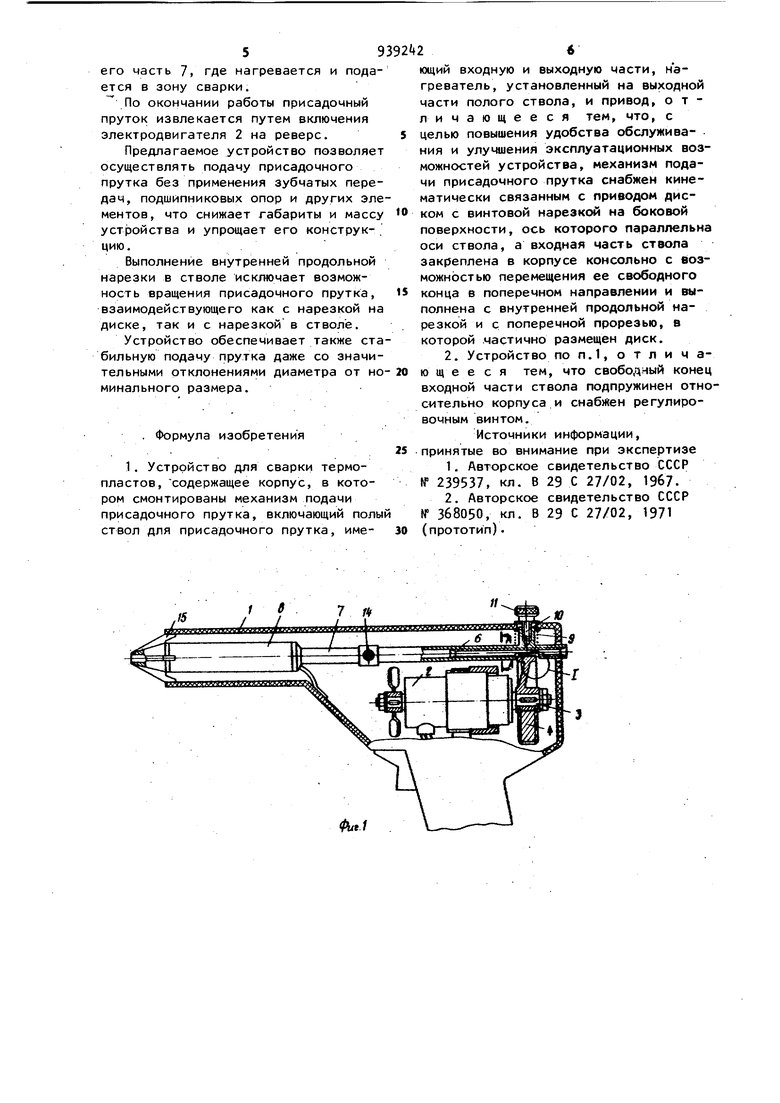
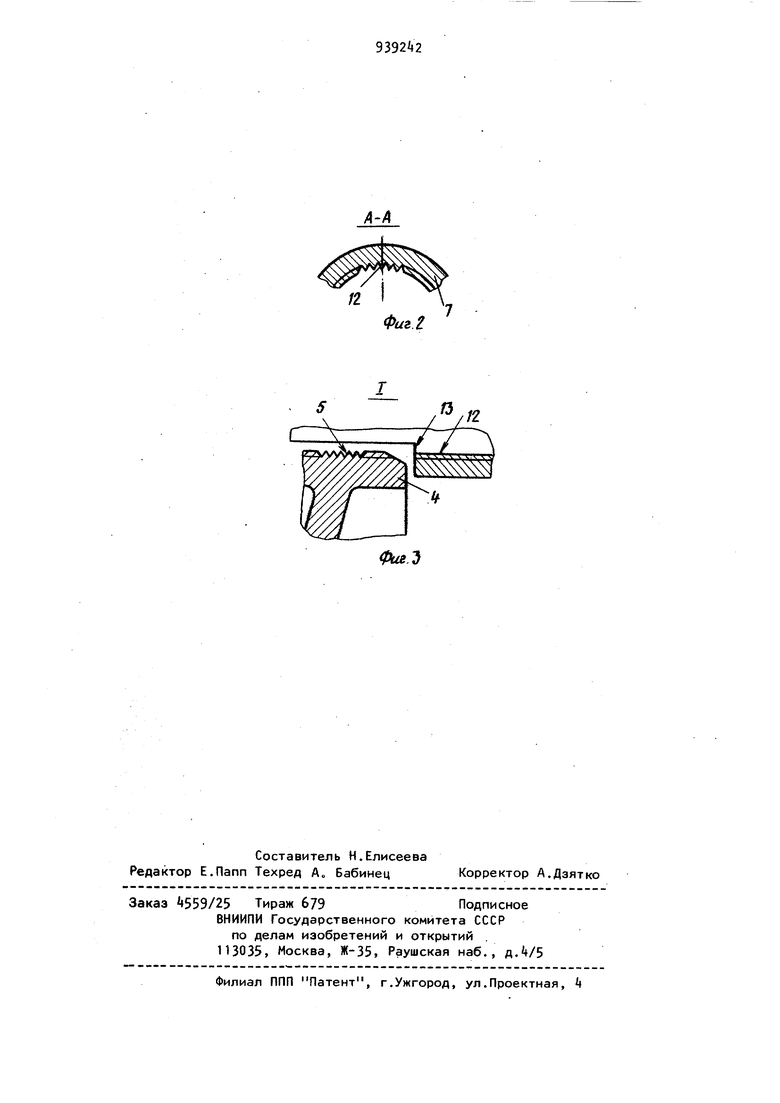
На фиг.1 изображено устройство, продольный разрез; на фиг.2 - сечение А-А на фиг.1; на фиг.З - узел 1 на фиг.1.
Устройство для сварки термопластов содержит корпус 1, в котором смонтированы электродвигатель 2 и механизм подами присадочного прутка, включающий установленный на валу 3 электродвигателя диск , выполненный с вин- товой нарезкой 5 на боковой поверхности, и полый ствол для присадочного прутка, состоящий из входной 6 и выходной 7 частей. Ось диска 4 параллельна оси ствола.
На выходной 7 части ствола смонтирован нагреватель 8. Входная часть 6 ствола закреплена в корпусе консольно, а ее свободный конец установлен с возможностью перемещения в поперечном направлении, подпружинен относительно корпуса пружиной 9 и снабжен регулировочным винтом 10 с головкой
Внутренний диаметр этой части ствла, измеренный по выступам нарезки
12,выполнен заведомо большим, чем диаметр присадочного прутка с наибольшим возможным положительным отклнением. Ствол закреплен в корпусе 1 при помощи цапф Il и насадки 15.
Устройство работает следующим образом.
При поднятой головке 1 регулировочного винта 10, а следовательно, и входной части 6 ствола присадочный пруток вводится в канал ствола.
Присадочный пруток вводится в ствол на величину, несколько превышающую расстояние от торца ствола до его поперечной прорези 13, в которой расположен диск k. Присадочный .пруток свободно входит в ствол, не встречая препятствия - диска , так как входная часть 6 ствола в этот момент, отведена вверх от диска t.
После-введения присадочного прутка в ствол головку 11 винта 10 опускают, а входная часть 6 ствола под действием пружины 9 перемещается вниз к диску k.
Внутренней продольной нарезкой 12 ствол нажимает на присадочный пруток, который передает это давление на винтовую нарезку S диска . Нарезка 12 ствола и нарезка 5 диска k деформируют присадочный пруток.
Включается электродвигатель 2. Диск 4, сцепленный своей винтовой нарезкой 5 с присадочным прутком, вращаясь, обеспечивает поступательное движение прутка в стволе. При этом вращения присадрчного прутка не происходит, так как пруток сцеплен с внутренней продольной нарезкой 12 ствола, препятствующей повороту.
Присадочный пруток из входной части 6 ствола поступает в выходную его часть 7, где нагревается и пода ется в зону сварки. По окончании работы присадочный пруток извлекается путем включения электродвигателя 2 на реверс. Предлагаемое устройство позволяет осуществлять подачу присадочного прутка без применения зубчатых передач, подшипниковых опор и других эле ментов, что снижает габариты и массу уст|эойства и упрощает его конструкцию. Выполнение внутренней продольной нарезки в стволе исключает возможность вращения присадочного прутка, взаимодействующего как с нарезкой на диске, так и с нарезкой в стволе. Устройство обеспечивает также ста бильную подачу прутка даже со значительными отклонениями диаметра от но минального размера. Формула изобретения 1. Устройство для сварки термопластов, содержащее корпус, в котором смонтированы механизм подачи присадочного прутка, включающий полы ствол для присадочного прутка, име1 8
,S
Ю ющий входную и выходную части, нагреватель, установленный на выходной части полого ствола, и привод, отличающееся тем, что, с целью повышения удобства обслуживания и улучшения эксплуатационных возможностей устройства, механизм подачи присадочного прутка снабжен кинематически связанным с приводом диском с винтовой нарезкой на боковой поверхности, ось которого параллельна оси ствола, а входная часть ствола закреплена в корпусе консольно с возможностью перемещения ее свободного конца в поперечном направлении и выполнена с внутренней продольной нарезкой и с поперечной прорезью, в которой .частично размещен диск. 2. Устройство по п.1, о т л и ц аю щ е е с я тем, что свободный конец входной части ствола подпружинен относ 1тельно корпуса и снабжен регулировочным винтом. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 239537, кл. В 29 С 27/02, 19б7. 2.Авторское свидетельство СССР № 368050, кл. В 29 С 27/02, 1971 (прототип).
