34
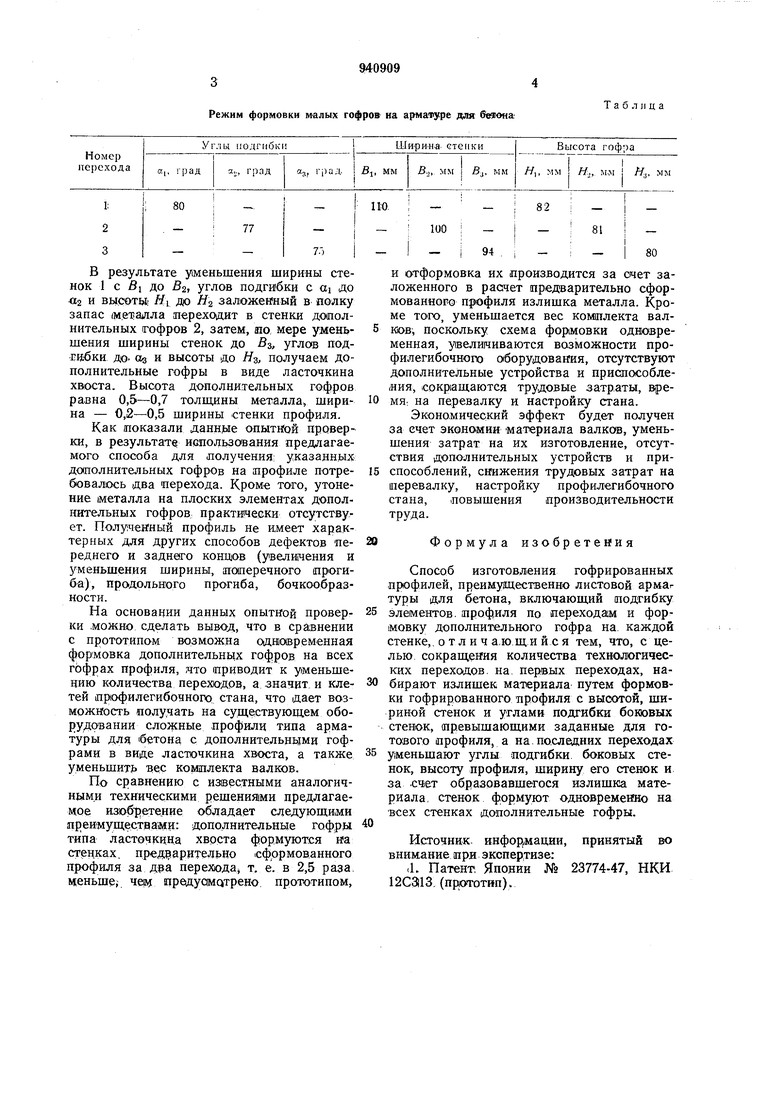
Режим формовки малых гофро на арматуре для бефона
940909
Таблица
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления гофрированных гнутых профилей | 1979 |
|
SU889194A1 |
| СПОСОБ ПРОИЗВОДСТВА ГОФРИРОВАННЫХ ПОЛОС | 2005 |
|
RU2288800C1 |
| СПОСОБ М.Е. ДОКТОРОВА ИЗГОТОВЛЕНИЯ ГНУТЫХ ГОФРИРОВАННЫХ ПРОФИЛЕЙ С ДОПОЛНИТЕЛЬНЫМИ ГОФРАМИ НА ГОРИЗОНТАЛЬНЫХ СТЕНКАХ ОСНОВНЫХ ГОФРОВ И НА ГОРИЗОНТАЛЬНЫХ МЕЖГОФРОВЫХ УЧАСТКАХ | 1992 |
|
RU2048226C1 |
| Способ изготовления гнутых гофрированных профилей с дополнительными гофрами на горизонтальных стенках основных гофров | 1988 |
|
SU1547915A1 |
| Способ производства гофрированных профилей | 1987 |
|
SU1480920A1 |
| Способ производства гофрированных профилей | 1986 |
|
SU1342558A1 |
| Способ производства гофрированных профилей | 1988 |
|
SU1574314A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ГОФРИРОВАННЫХ ПРОФИЛЕЙ | 1992 |
|
RU2030943C1 |
| Способ изготовления гофрированных профилей | 1989 |
|
SU1646643A1 |
| Способ производства гофрированных профилей | 1986 |
|
SU1344457A1 |
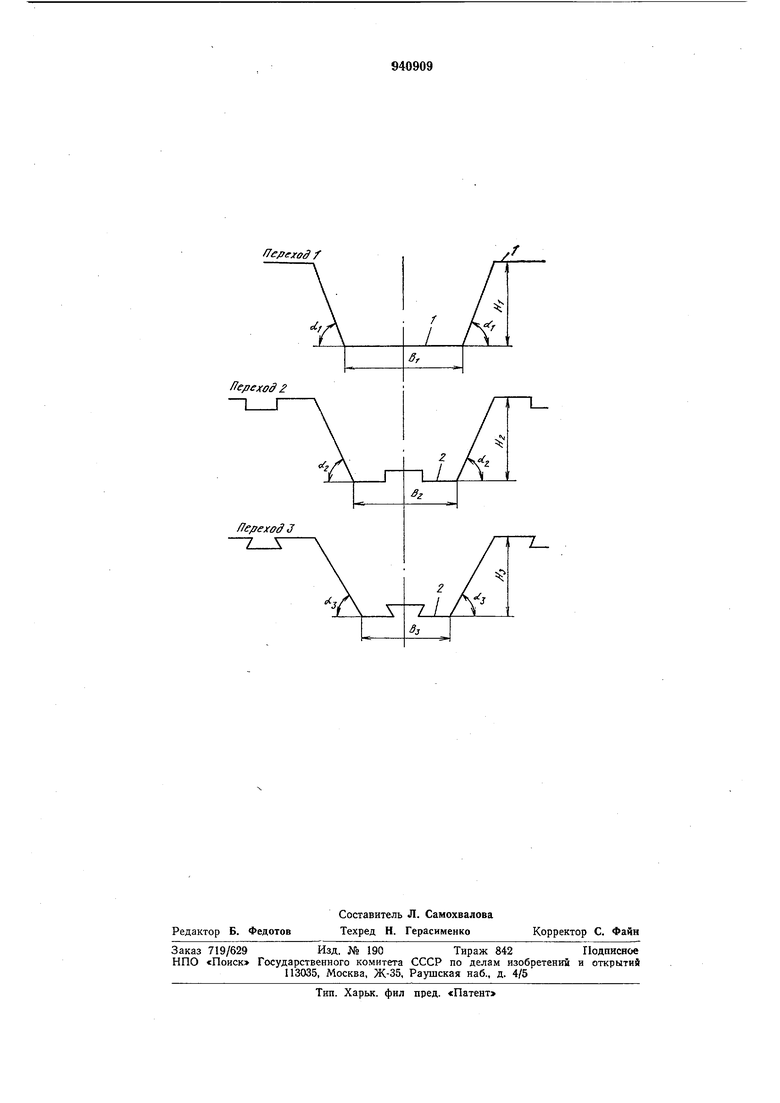
В результате уменьшения ширины стенок 1 с BI до Вг углов подгабки с Ci до «2 и ВЫСОТЫ) Я1 до HZ заложенный в полку запас металла переходит в стенки дополнительных гофров 2, затем, по мере уменьшения ширины стенок до В, углов подЕИЙки до. Од и высоты до HZ, получаем дополнительные гофры в виде ласточкина хвоста. Высота дополнительных гофров равна 0,5-0,7 толшлны металла, ширина - 0,,5 ширины стенки профиля.
Как показали данные опытней проверки, в результату использования предлагаемого способа для лолучения; указанных дополнительных гофров на профиле потребовалось два перехода. Кроме того, утонение металла на плоских элементах дополнительных гофров практически отсутствует. Полученный профиль не имеет характерных для других способов дефектов переднего и заднего концов (увелнчения и Зменьшения ширины, поперечного прогиба), продольного прогиба, бочкообразности.
На основании данных опытной проверки .можно сделать вывод, что в сравнении с прототипом возможна одновременная формовка дополнительных гофров на всех гофрах профиля, что приводит к уменьшению количества переходов, а значит и клетей профилегибочного; стана, что дает возможность получать на существующем оборудо-вании сложные профили типа арматуры для бетона с дополнительными гофрами в виде ласточкина хвоста, а также уменьшить вес комплекта валков.
По сравнению с известными аналогичными техническими рещения|ми предлагаемое изобретение обладает следующими преимуществами: дополнительные гофры типа ласточкина хвоста формуются на стенках, предраритвдьно .сформованного профиля за дра перехода т. е. в 2,5 раза меньше,, чевд предусмотрено, прототипом,
и отформовка их производится за счет заложенного в расчет предварительно сформованного профиля излишка металла. Кроме того, уменьшается вес комплекта валков, поскольку схема формовки одновременная, увеличиваются возможности профилегибочного оборудования, отсутствуют дополнительные устройства и приспособления, сокращаются трудовые затраты, время, на перевалку и настройку стана.
Эконо.мический эффект будет получен за счет экономии материала валкав, уменьшения затрат на их изготовление, отсутствия дополнительных устройств и приспособлений, снижения трудовых затрат на перевалку, настройку профилегибочного стана, повышения производительности труда.
Формула изобретения
Способ изготовления гофрированных профилей, преимущественно листовой армаг туры для бетона, включающий подгибку элементов, профиля по переходам и формовку дополнительного гофра на. каждой стенке,, от л и ч а,ющи и ся тем, что, с целью сокращения количества технологических переходов, на. первых переходах, набирают излишек материала путем формовки гофрированного профиля с высотой, шириной стенок и углами подгибки боковых стенок, (Превышающими заданные для готового профиля, а на. последних переходах уменьшают углы подгибки, боковых стенок, высоту профиля, ширину его стенок и за образовавшегося излишка материала, стенок формуют одновременно на всех стенках дополнительные гофры.
Источник инфор.,мации, принятый во вннм:ание при экспертизе:
.1. Патент Японии № 23774-47, НКИ 12СЭ13. (прототип).
f7fflfxodf
