Изобретение относится к обработке металлов и предназначено для использования при изготовлении гофрированных профилей в валках профилегибо чного стана.
Цель изобретения -улучшение качества профилей за счет повышения точности геометрических размеров и уменьшения поперечного прогиба.
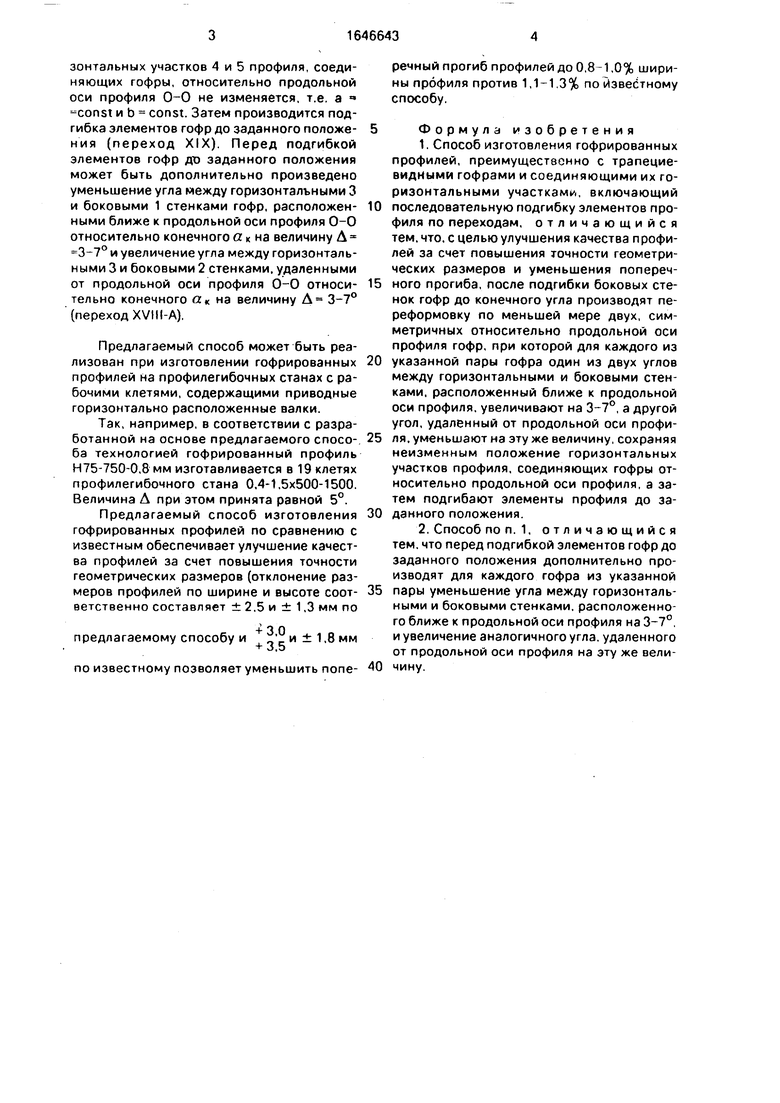
На фиг. 1 показана схема формовки гофрированного профиля; на фиг. 2 - то же, вариант.
В процессе изготовления гофрированных профилей на профилегибочном стане целесообразно после перехода I, предназначенного для задачи заготовки в стан, производить последовательную подгибку боковых стенок 1 и 2 гофр до конечного угла fin (переход XVII) Затем производят переформовку по крайней мере двух, симметричных относительно продольной оси профиля 0-0 гофр, при которой угол между горизонтальными 3 и боковыми 1 стенками, расположенными ближе к продольной оси профиля 0-0 увеличивают относительно конечного угла а к на величину Д 3-7°. а угол между горизонтальными 3 и боковыми стенками 2, удаленными от продольной оси профиля 0-0, уменьшают относительно конечного угла а на величину Д 3-7° (переход XVIII) При этом положение гориО
о о
со
зонтальных участков 4 и 5 профиля, соединяющих гофры, относительно продольной оси профиля 0-0 не изменяется, т.е. а const и b const. Затем производится подгибка элементов гофр до заданного положе- ния (переход XIX). Перед подгибкой элементов гофр до заданного положения может быть дополнительно произведено уменьшение угла между горизонтальными 3 и боковыми 1 стенками гофр, расположенными ближе к продольной оси профиля О-О относительно конечного а к на величину А 3-7° и увеличение угла между горизонтальными 3 и боковыми 2 стенками, удаленными от продольной оси профиля 0-0 относительно конечного ак на величину А 3-7° (переход XVIН-А),
Предлагаемый способ может быть реализован при изготовлении гофрированных профилей на профилегибочных станах с рабочими клетями, содержащими приводные горизонтально расположенные валки.
Так, например, в соответствии с разработанной на основе предлагаемого способа технологией гофрированный профиль Н75-750-0.8 мм изготавливается в 19 клетях профилегибочного стана 0,4-1,5x500-1500. Величина Л при этом принята равной 5°.
Предлагаемый способ изготовления гофрированных профилей по сравнению с известным обеспечивает улучшение качества профилей за счет повышения точности геометрических размеров (отклонение размеров профилей по ширине и высоте соответственно составляет ± 2.5 и ± 1,3 мм по
+ 30 предлагаемому способу и и ±1,8 мм
У О
по известному позволяет уменьшить поперечный прогиб профилей до 0,8-1,0% ширины профиля против 1,1-1.3% по известному способу.
Формула изобретения
1.Способ изготовления гофрированных профилей, преимущественно с трапециевидными гофрами и соединяющими их горизонтальными участкам, включающий
последовательную подгибку элементов профиля по переходам, отличающийся тем, что. с целью улучшения качества профилей за счет повышения точности геометрических размеров и уменьшения поперечного прогиба, после подгибки боковых стенок гофр до конечного угла производят переформовку по меньшей мере двух, симметричных относительно продольной оси профиля гофр, при которой для каждого из
указанной пары гофра один из двух углов между горизонтальными и боковыми стенками, расположенный ближе к продольной оси профиля, увеличивают на 3-7°, а другой угол, удаленный от продольной оси профиля, уменьшают на эту же величину, сохраняя неизменным положение горизонтальных участков профиля, соединяющих гофры относительно продольной оси профиля, а затем подгибают элементы профиля до заданного положения.
2.Способ по п. 1, отличающийся тем, что перед подгибкой элементов гофр до заданного положения дополнительно производят для каждого гофра из указанной
пары уменьшение угла между горизонтальными и боковыми стенками, расположенного ближе к продольной оси профиля на 3-7°. и увеличение аналогичного угла, удаленного от продольной оси профиля на эту же величину.
Inepexod
Ш
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства гофрированных профилей | 1986 |
|
SU1342558A1 |
| Способ производства гофрированных профилей | 1989 |
|
SU1639829A2 |
| Способ изготовления коробчатых профилей с продольным гофром на горизонтальной стенке | 1990 |
|
SU1731349A1 |
| Способ производства гофрированных профилей | 1987 |
|
SU1480920A1 |
| Способ производства гофрированных профилей | 1986 |
|
SU1344457A1 |
| Способ изготовления гнутых С-образных профилей | 1989 |
|
SU1634348A1 |
| Способ изготовления корытных профилей | 1989 |
|
SU1639826A1 |
| СПОСОБ М.Е. ДОКТОРОВА ИЗГОТОВЛЕНИЯ ГНУТЫХ ГОФРИРОВАННЫХ ПРОФИЛЕЙ С ДОПОЛНИТЕЛЬНЫМИ ГОФРАМИ НА ГОРИЗОНТАЛЬНЫХ СТЕНКАХ ОСНОВНЫХ ГОФРОВ И НА ГОРИЗОНТАЛЬНЫХ МЕЖГОФРОВЫХ УЧАСТКАХ | 1992 |
|
RU2048226C1 |
| Способ производства гнутых профилей | 1980 |
|
SU919779A1 |
| Способ изготовления гнутых замкнутых профилей с гофрированной стенкой | 1990 |
|
SU1726092A1 |

Изобретение относится. к обработке металлов давлением и предназначено для использования при изготовлении гофрированных профилей в валках профилегибоч- ного стана. Цель изобретения - улучшение качества профилей за счет повышения точности геометрических размеров и уменьшения поперечного прогиба В процессе изготовления гофрированных профилей целесообразно производить последовательную подгибку боковых стенок гофр до конечного угла. Затем производят переформовку по меньшей мере двух симметричных относительно продольной оси профиля гофр, при которой угол между горизонтальными и боковыми стенками, расположенными ближе к продольной оси профиля, увеличивают относительно конечного угла о. на величину Д 3...70, а аналогичный угол этого гофра, удаленный от продольной оси профиля, уменьшают на эту же величину При этом сохраняют неизменным положение горизонтальных участков, соединяющих гофры, относительно продольной оси профиля. После этого подгибают элементы гофра до заданного положения. Способ позволяет уменьшить пружинение мест изгиба профиля. 1 з.п. ф-лы, 2 ил. Ё
«« „
ш
т
Фиг. 2
| Способ производства гофрированных профилей | 1986 |
|
SU1342558A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
