1
Изобретение относится к области обработки металлов давлением, в частности к штампам для изготовления массивных сепараторов (коронок) роликоподшипников методом холодного выдавливания.
Известен штамп для холодного выдавливания сепараторов, содержаший верхнюю плиту с жестко закрепленными на ней кольцевым пуансоном и центрируюш,нм стержнем, а также нижнюю плиту со смонтированными па ней матрицей и системой выталкивания.
Однако известный штамп ввиду необходимости механической обработки выступов и гнезд получаемых сепараторов (коронок) не обеспечивает требуемого качества последних.
Целью изобретения является повышение качества изготавливаемых сепараторов.
Поставленная цель достигается тем, что штамн снабжен сменными вставками, при этом матрица выполнена с кольцевой проточкой со стороны пуансона, а с другой стороны-с равномерно расположеннымп по окружности кольцевой проточки сквозными отверстиями, при этом диаметр последних превышает ширину кольцевой проточки, а сменные вставкн установлены в упомянутых отверстиях.
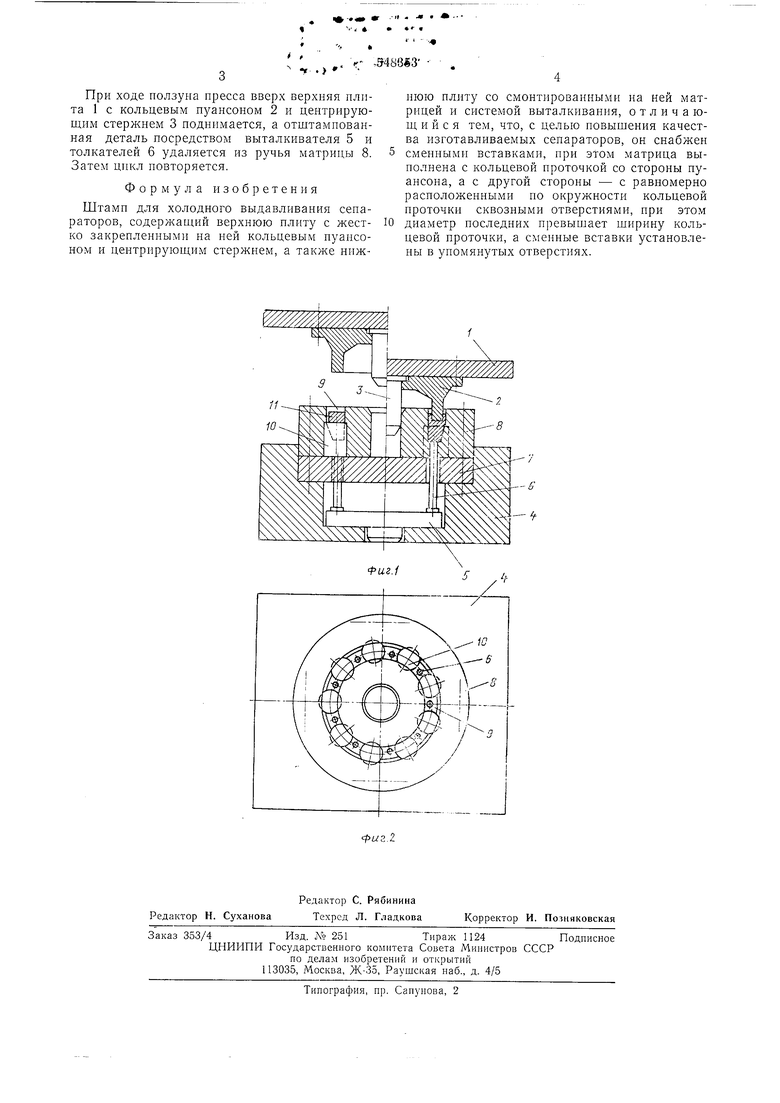
На фиг. 1 изображен предлагаемый штамп в разрезе; па фиг. 2 - то же, вид сверху (верхняя часть штампа не показана).
Штамп для холодного выдавливанпя сепараторов содержит верхнюю плиту 1 с жестко закрепленным на ней кольцевым пуансоном 2 и центрирующим стерл нем 3. В нижней нлите 4 установлены выталкиватель 5, толкатели 6
и подкладная плита 7, являюш,аяся опорой матрицы 8. Последняя выполнена с кольцевой проточкой 9 со стороны кольцевого пуансона 2, а с другой стороны - с равномерно расположенными по окрул ности кольцевой
проточки 9 сквознымн отверстиями, в которые установлены сменные вставки 10. Кольцевая проточка 9 и вставки 10 совместно образуют ручей матрицы, в который укладывается исходная заготовка 11.
Работает штамп следующим образом.
В ручей матрицы 8 укладывают исходную заготовку 11. При ходе ползуна пресса вниз (на чертел :е не ноказан) верхняя плита 1 с кольцевым пуапсоном 2 и центрируюшим
3 опускается, осуществляя цептрнровапие, а прп дальнейшем ходе вниз пуансон 2 деформирует псходпую заготовку 11 на вставках 10 и в кольцевой проточке 9 матрицы 8. Ручей заполняется деформируемым металлом. Избыток деформируемого металла выдавливается в зазор стенками кольцевой проточки 9 и кольцевым пуансопом 2 создавая подпор, необходпмый для четкого оформления гнезд н перемычек сепаратора
(коронки).
При ходе ползуна пресса вверх верхпяя плита 1 с кольцевым пуансоном 2 и центрирующнм стержнем 3 поднимается, а отштампованная деталь посредством выталкивателя 5 н толкателей 6 удаляется из ручья матрицы 8. Затем цикл повторяется.
Формула изобретения
Штамп для холодного выдавливания сепараторов, содержаний верхнюю плиту с жестко закрепленными на ней кольцевым пуансоном и центрирующим стержнем, а также ннжнюю плнту со смонтированными на ней матрицей н системой выталкивания, отличающийся тем, что, с целью иовыщения качества изготавливаемых сепараторов, он снабжен сменными вставками, при этом матрица вынолнена с кольцевой проточкой со стороны нуансона, а с другой стороны - с равномерно расположенными но окружности кольцевой проточки сквозными отверстиями, ири этом диаметр последних превышает щирину кольцевой нроточки, а сменные вставки установлены в упомянутых отверстиях.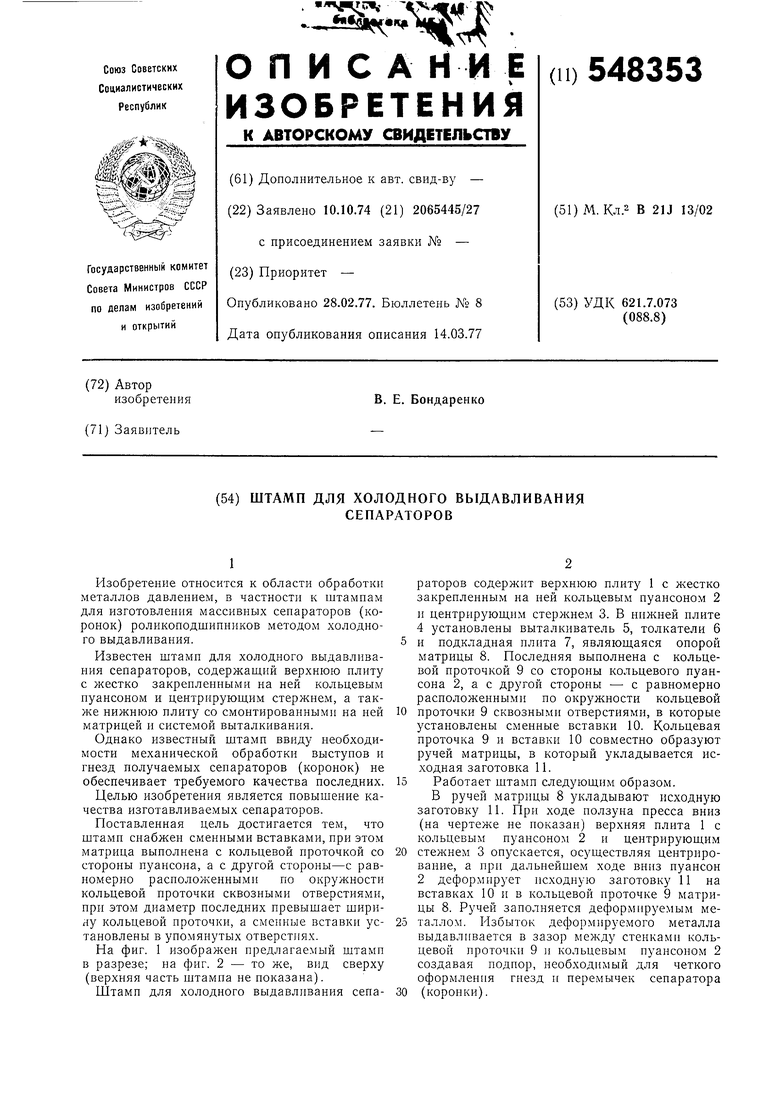
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для выдавливания заготовок | 1989 |
|
SU1736669A1 |
| Штамп для выдавливания | 1979 |
|
SU804168A1 |
| Штамп для прямого выдавливания | 1981 |
|
SU1017426A1 |
| Штамп для холодной объемной штамповки | 1988 |
|
SU1579624A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2356677C2 |
| Штамп для получения заготовок изделий с осевой полостью | 1988 |
|
SU1703237A1 |
| Штамп для объемной штамповки | 1986 |
|
SU1461579A1 |
| Штамп для выдавливания деталей | 1982 |
|
SU1103929A1 |
| Штамп для изготовления деталей корончатого типа | 1974 |
|
SU533440A1 |
| Устройство для вытяжки оболочек из листовых заготовок квадратной формы | 2019 |
|
RU2714017C1 |
