Изобретение относится к области сварочного производства, а именно к устройствам для подготовки к сварке, установке стальных толстостенных изделий сложной формы, преимущественно диафрагм паровых турбин, в положение, удобное для производства автоматической сварки.
Известен стенд для сборки и сварки, содержащий поворотный в плоскости, параллельной основанию, стол с закрепленными на нем стойками, расположенными диаметрально, и раму, смонтированную на стойках с возможностью поворота в плоскости, перпендикулярной основанию 1.
Этот стенд не обеспечивает сварку толстостенных стальных изделий, требующих подогрева перед сваркой и в процессе сварки,, а многократный подогрев перед сваркой ведет к получению неравнопрочного щва.
Наиболее близким к изобретению по технической сущности и достигаемому результату является стенд для сборки и сварки толстостенных изделий, содержащий смонтированную на стойках поворотную в плоскости, перпендикулярной основанию, раму с зажимами для изделия, сварочную головку и нагреватели для изделия 2.
Однако такой стенд не обеспечивает равномерного нагрева толстостенных стальных изделий по всей толщине изделия, так как его нагревательные устройства расположены только с одной стороны, выполнены в виде газовых горелок, которые при работе загрязняют атмосферу цеха продуктами сгорания и не позволяют производить двустороннюю сварку без
10 переустановки изделия.
Целью изобретения является повыщение производительности и качества сварки
путем обеспечения двусторонней сварки с
предварительным и сопутствующим нагре5 вом изделия без его переустановки.
С этой целью стенд для сборки и сварки толстостенных изделий, преимущественно диафрагм паровых турбин, содержащий смонтированную на стойках поворотную в плоскости, перпендикулярной основанию, раму с зажимами для изделия, сварочную головку и нагреватели для изделия, оснащен смонтированным на основа25нии поворотным в плоскости, параллельной основанию, столом, при этом стойки поворотной рамы диаметрально закреплены на столе, нагреватели установлены на столе по обе стороны относительно оси по30ворота рамы с возможностью подъема и
наклона и выполнены съемными, а рама снабжена зажимами для нагревателей.
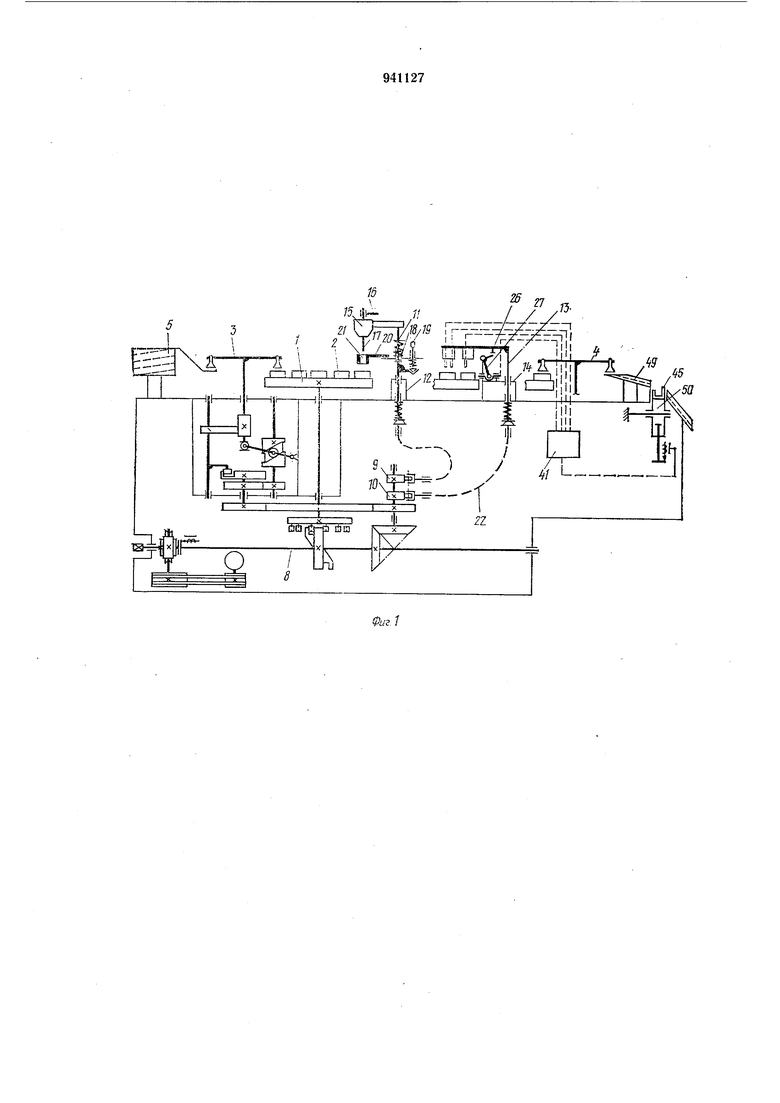
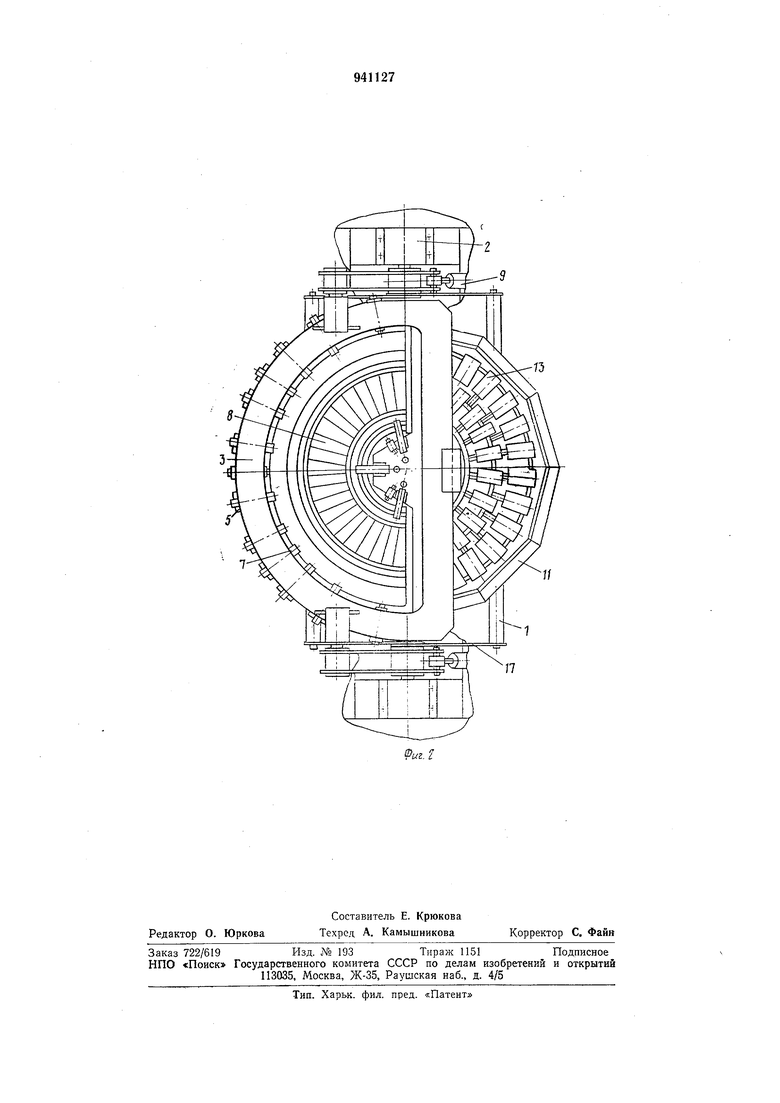
На фиг. 1 изображен предлагаемый стенд; на фиг. 2 - то же, вид вверху.
Стенд для сборки и сварки содержит поворотный стол 1 со стойками 2, на которых с возможностью поворота установлена рама 3 с ложементом 4, центраторами 5, упорами 6 и прижимами 7, обеспечивающими совмещение оси свариваемого изделия 8 С осью поворота стола 1. Ось поворота стола 1 пересекает ось поворота рамы, стойки 2 которой расположены на столе диаметрально. Рама 3 установлена с возможностью поворота на 180° гидроприводом 9.
На столе 1 смонтированы стойки, в цапфах 10 которых установлены рамы 11 и 12 для нагревателей 13 и 14, выполненных электрическими. Рамы 11 и 12 установлены с возможностью подъема и наклона домкратами 15 и 16. Цапфы 10 рам 11 и 12 соединены рычагами 17 с поворотным валом рамы 3. Поворот стола 1 осуществляется гидроприводом 18. На столе смонтированы регулируемые упоры 19 для ограничения поворота рамы 3.
Стенд оснащен сварочной головкой 20.
Стенд работает следующим образом.
На ложемент 4 рамы 3 и на упоры 6 устанавливают изделие 8, центраторами 5 совмещают его с осью поворота стола 1 и закрепляют прижимами 7. Домкратом 15 поднимают раму И с нагревателями 13 вверх, пока она не займет положение параллельно изделию 8. Затем раму 11 крепят к лол :ементу 4, нанример, струбцинами. Раму 3 вместе :С изделием 8 и рамой 11 посредством гидропривода 9 поворачивают до регулируемого упора 19. Домкратом 16 поднимают раму 12 с нагревателями 14 вверх до тех пор, пока она, упираясь в ложемент, не займет положение параллельно изделию 8. Включив нагреватели 13 и 14, производят предварительный нагрев изделия одновременно с двух сторон. Но окончании нагрева отключают нагреватели 14 и возвращают раму 3 совместно с рамой 11 и нагревателями 13 в исходное положение, при этом рама 12 принимает первоначальное положение (как показано на фиг. 1). К изделию 8 подводят сварочную головку 20 и, включив вращение стола 1, производят сварку кольцевого шва с сопутствующим Подогревом нагревателями 13 со стороны, противоположной сварному шву. Сопутствующий подогрев изделия со стороны, противоположной сварному шву, осуществляется с целью исключения охлаждения свариваемого изделия. По окончании сварки одной стороны изделия выключают вращение стола 1, отводят в сторону сварочную головку 20, выключают нагреватели 13, раму 11 снимают с рамы 3 и поворачивают ее до упора в регулируемый упор 19. При зтом рама 12 с нагревателями 14 снова устанавливается параллельно изделию 8. Подводят сварочную головку и, включив вращение стола 1, аналогично производят сварку с другой стороны изделия.
Стенд благодаря наличию двух нагревателей позволяет обеспечить предварительный нагрев толстостенных стальных изделий с двух -сторон и сопутствующий нагрев в процессе сварки одной из сторон, противоположной сварочному шву, что положительно влияет на качество сварки, предотвращая коробление изделия.
Возможность выполнения нагрева и процесса сварки с одной стороны, а затем с другой без переустановки изделия позволит повысить производительность труда, снизить трз доемкость, высвободить рабочих.
Формула изобретения
Стенд для сборки и сварки толстостенных изделий, преимущественно диафрагм паровых турбин, содержащий смонтированную на стойках поворотную в плоскости, перпендикзлярной основанию, раму с зажимами для изделия, сварочную головку и нагреватели для изделия, отличающийся тем, что, с целью повышения производительности и качества сварки путем обеспечения двусторонней сварки с предварительным и сопутствующим нагревом изделия без его переустановки, он оснащен смонтированным на основании поворотным в плоскости, параллельной основанию, столом, при этом стойки поворотной рамы диаметрально закреплены на столе, нагреватели установлены на столе по обе стороны относительно оси поворота рамы с возмол ностью подъема и наклона и выполнены съемными, а рама снабжена зажимами для нагревателей.
Источники информации, принятые во внимание при экспертизе:
1.Таубер Б. А. Сборочно-сварочные приспособления .и механизмы. М., ГНТИ, 1951, с. 209, фиг. 273,
2.Авторское свидетельство СССР № 546455, кл. В 23 К 37/04, 1975 (прототип).
Г5
-/7
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНЫЙ СТЕНД ДЛЯ СБОРКИ ПОД СВАРКУ ПЛОСКИХ РЕШЕТЧАТЫХ МЕТАЛЛОКОНСТРУКЦИЙ | 2004 |
|
RU2279958C2 |
| Устройство для сборки и сварки | 1974 |
|
SU560722A1 |
| Поточная механизированная линия для сборки и сварки балок их двух продольных элементов с деталями насыщения | 1980 |
|
SU897452A1 |
| Поточная линия для сборки и сварки изделий | 1978 |
|
SU747673A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Устройство для сборки и сварки изделий | 1987 |
|
SU1563940A1 |
| Кантователь для сварки балок | 1980 |
|
SU927473A1 |
| Стенд для сборки под сварку | 1979 |
|
SU852480A1 |
| Устройство для сборки и сварки внутренних продольных швов обечаек | 1980 |
|
SU893495A1 |
| Установка для сварки | 1975 |
|
SU570471A1 |