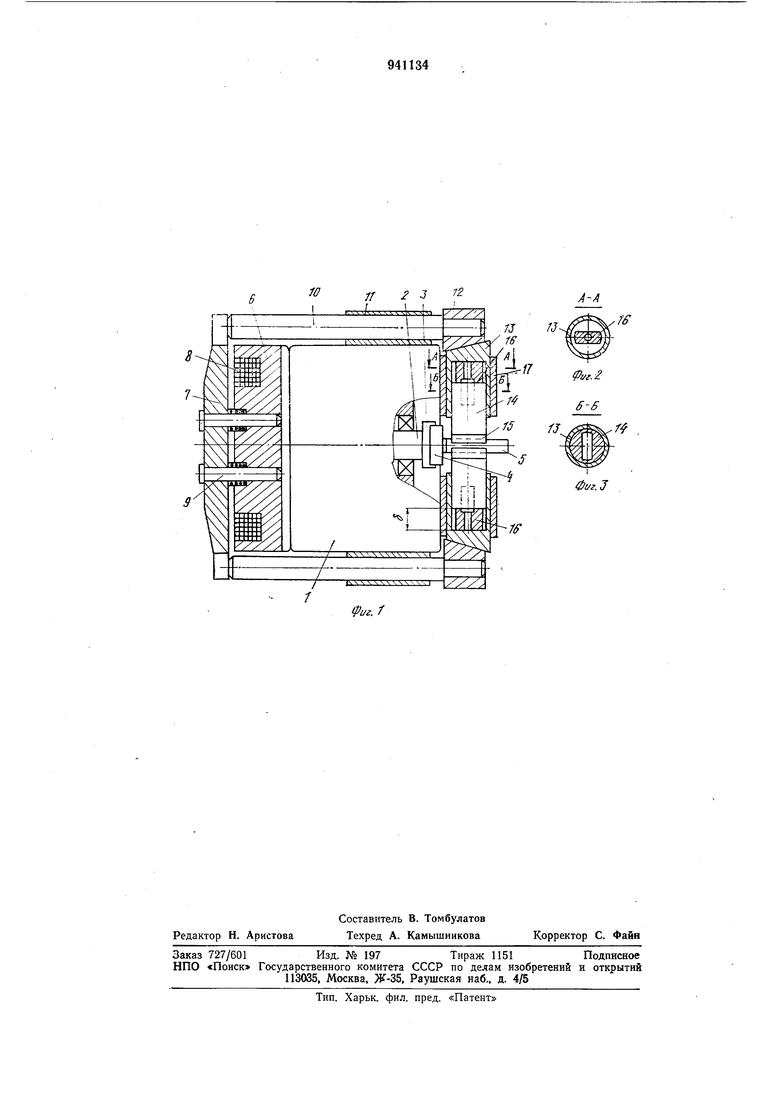
плунжеров, выполненных из двух телескопически связанных частей 13 и 14, на одной из частей 14 закреплены зажимные губки 15. Между телеско пически установленными частями 13 и 14 плунжеров смонтированы убирающиеся упоры 16, передающие осевое усилие и имеющие возможность поворачиваться на 90° относительно осей, закрепленных аа частях 13 плунжеров (,в принципе возможно 1выполнение упоров 16 не поворотными, а выдвижными). В частях 14 плунжеров выполнены углубления, имеющие такую же форму, что и упоры 16. При повороте упоров 16 на 90° части 14 плунл еров имеют возможность перемещаться на величину б. Таким образом, обеспечивается значительная величина нерабочего хода з.ажимных губок 15. Телескопические плунжеры установлены в направляющих -17.
Мащииа работает следующим образом.
Упоры 16 поворачиваются вручную при ПОМОЩИ рычага (на фигурах не показан) на 90°. В этом случае упоры 16 становятся напротив пазов, выполненных в частях 14 телескопических плунжеров, которые вместе с зажимными губками 15 при помощи рычага разводятся на величину б. Фланец 4 устанавливается в зажимное устройство 3. Части 14 плунжеров сводятся. Упоры 16 поворачиваются на 90°. В этом случае они имеют возможность передавать осевое давление от части 13 плунжера части 14. Устанавливается деталь 5. Подается напряжение на катущку 8. Сердечник 7 перемещается вправо, передает давление на илунжер 10 через клиновую лару на части 13 и 14 телесиопи1ческих -илунжеров, зажи)мные губки 15. Деталь 5 зажимается.
Дальнейший сварочный цикл протекает также, как и в обычных машинах для сварки трением.
Таким образом, предлагаемое техническое решение позволяет значительно уменьшить габариты конструкции.
Кроме того, появляется возможность в
качестве приводов зажимных устройств использовать электромагниты (как известно, электромагниты наиболее рационально использовать только на небольших перемещениях).
Экономический эффект достигается в основном За счет того, что машина получается полиостью электрическая (все приводы электромагнитные), и поэтому нет.
необходимости во вспомогательной гидроили пневмоаппаратуре (гидронасос, клапан, редукторы и т. д.).
Она имеет в 2 раза меньший вес и габариты по сравнению с существующими
серийными машинами типа МСТ-41 или ЛСТ-,25.
Формула изобретения
Зажимное устройство, преимущественно в мащинах для сварки трением, содержащее привод давления и зажимные губки, связанные между собой четырьмя попарно взаи1модействующ,вми друг с другом
посредством клиньев плунжерами, отличающееся тем, 4to, с целью уменьщения габаритов конструкции, плунжеры, взаимодействующие с зажимными губками, выполнены из двух телескопически
связанных частей и расположенных меледу ними убирающихся упоров.
Истачник информации, (принятый во внимание яри экспертизе:
1. «Сварка трением в автомобилестроении, «НИИавтопро1м, М., 1972, с. 108 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для инерционной сварки трением | 1986 |
|
SU1412913A1 |
| Устройство для сварки трением | 1981 |
|
SU1006133A1 |
| Малогабаритное переносное устройство для сварки трением | 1981 |
|
SU1006134A1 |
| ГИДРОЦИЛИНДР ДВОЙНОГО ДЕЙСТВИЯ | 1991 |
|
RU2022732C1 |
| Зажимное устройство машины для сварки трением | 1977 |
|
SU721284A1 |
| Устройство для зажатия деталей | 1977 |
|
SU683121A1 |
| Машина для сварки трением | 1988 |
|
SU1611647A1 |
| Захватное устройство | 1984 |
|
SU1288046A1 |
| Пресс | 1983 |
|
SU1165545A1 |
| Устройство для сварки трением | 1981 |
|
SU1016119A1 |