ЭЛЕКТРОХИМИЧЕСКОГО МАРКИРОВАНИЯ
I
Изобретение относится к области электрофизических и электрохимических методов обработки и, в частности, касается способа электрохимического маркирования.
Известен способ электрохимического маркирования, при котором осуществляют прокачку электролита через зону маркирования 1.
Иедостатком известного способа является слабая контрастность и нечеткое изображение, особенно на цветных металлах и сплавах, например на алюминии и титане. Это вызвано тем, что имеет место унос продуктов обработки электролитом из зоны маркирования.
Целью изобретения является повышение контрастности и четкости изображения.
Поставленная цель достигается тем, что в зону маркирования за 0,5-0,8 с до окончания обработки вводят коагулятор.
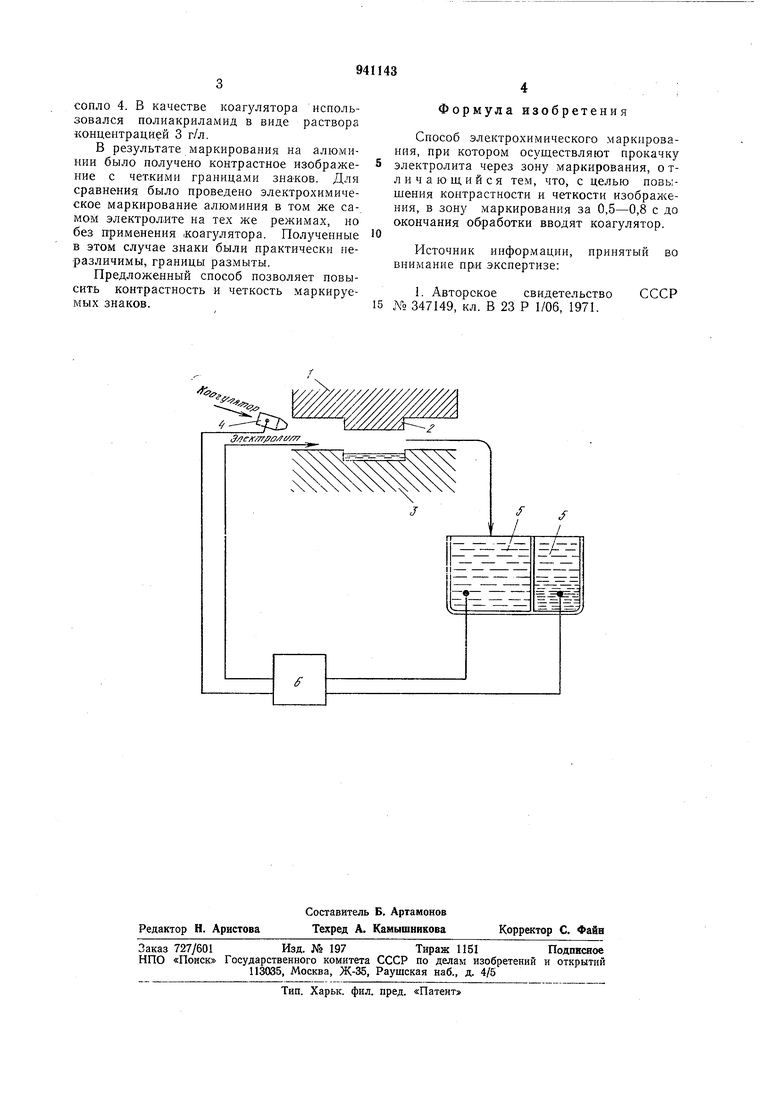
Способ поясняется чертежом.
На катоде-инструменте 1 расположен маркируемый знак 2. В зону между обрабатываемой деталью 3 и катодом-инструментом 1 вводят сопла 4 коагулятора, который вместе с электролитом хранится в емкостях 5. Реле времени 6 задает период подачи коагулятора в зону маркирования.
(54) СПОСОБ
Способ реализуется следующим образом.
В межэлектродный зазор подают электролит со скоростью, не превыщающей 5 3 м/с. На катод-инструмент 1 и деталь 3 подают напряжение 6-7 В. За 0,5-0,8 с до конца обработки реле времени 6 включает сопло 4 коагулятора. Введение коагулятора вызывает осаждение продуктов об10работки на изображение знака маркировки, что повышает контрастность и четкость знака. Количество вводимого в электролит коагулятора должно быть достаточно для выпадения продуктов обработки и определяется исходя из конкретных условий с
15 учетом маркируемого материала, наносимых знаков и электролита. Из зоны обработки отработанный электролит поступает в систему очистки (на чертеже не показана) и далее в емкости хранения 5.
20
Пример осуществления способа.
Производилась электрохимическая маркировка алюминия, знак на катоде-инструменте содержал надпись из 4 букв шрифта № 2. Электролит: хлористый натрий
25 15 вес. %, бромистый калий 7 вес. %. Напряжение питания 6 В, время обработки 2,5 с, скорость потока электролита 0,5 м/с.
За 0,5 с до конца обработки реле времени 6 включило ввод коагулятора через
сопло 4. В качестве коагулятора использовался полиакриламид в виде раствора концентрацией 3 г/л.
В результате маркирования на алюминии было получено контрастное изображение с четкими границами значков. Для сравнения было проведено электрохимическое маркирование алюминия в том же самом электролите на тех же режимах, но без применения .коагулятора. Полученные в этом случае знаки были нрактически неразличимы, границы размыты.
Предложенный снособ позволяет повысить контрастность и четкость маркируемых знаков.
Формула изобретения
Способ электрохимического маркирования, при котором осуществляют прокачку электролита через зону маркирования, о тличающийся тем, что, с целью повышения контрастности и четкости изображения, в зону маркирования за 0,5-0,8 с до окончания обработки вводят коагулятор.
Источник информации,
принятый во внимание при экспертизе:
СССР
1. Авторское свидетельство № 347149, кл. В 23 Р 1/06, 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| Электролит для электрохимического маркирования | 1990 |
|
SU1710235A1 |
| Электролит для электрохимического маркирования титановых сплавов | 1990 |
|
SU1779494A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО МАРКИРОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2581537C2 |
| Устройство для электрохимического маркирования | 1976 |
|
SU753576A1 |
| Электролит для электрохимического маркирования | 1980 |
|
SU933357A1 |
| Способ электрохимического маркирования | 1975 |
|
SU608633A1 |
| Способ электрохимического маркирования | 1987 |
|
SU1553300A1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО МАРКИРОВАНИЯ ПОВЕРХНОСТЕЙ МАТРИЧНОЙ СИМВОЛИКОЙ | 2007 |
|
RU2345872C2 |
| Электролит для электрохимического маркирования | 1984 |
|
SU1238912A1 |
| Электролит для электрохимического маркирования | 1983 |
|
SU1136385A1 |
