(54) ТЕХНОЛОГИЧЕСКАЯ СМАЗКА ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологическая смазка для горячей обработки металлов давлением | 1980 |
|
SU941416A1 |
| Технологическая смазка для горячей обработки металлов давлением | 1988 |
|
SU1576549A1 |
| Технологическая смазка для обработки металлов давлением | 1980 |
|
SU925997A1 |
| Теплоизолирующая смесь | 1981 |
|
SU954173A1 |
| Технологическая смазка для обработки металлов давлением | 1986 |
|
SU1425198A1 |
| Технологическая смазка для холодной обработки металлов давлением | 1975 |
|
SU540909A1 |
| Консервационная смазка | 1978 |
|
SU727678A1 |
| СМАЗКА ДЛЯ ЗАГОТОВОК ПРИ ГОРЯЧЕЙ ИЛИ ПОЛУГОРЯЧЕЙ ОБРАБОТКЕ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2002 |
|
RU2224011C1 |
| Смазка для горячей обработки металлов давлением | 1977 |
|
SU620501A1 |
| Концентрат смазки для горячейОбРАбОТКи МЕТАллОВ | 1979 |
|
SU810790A1 |
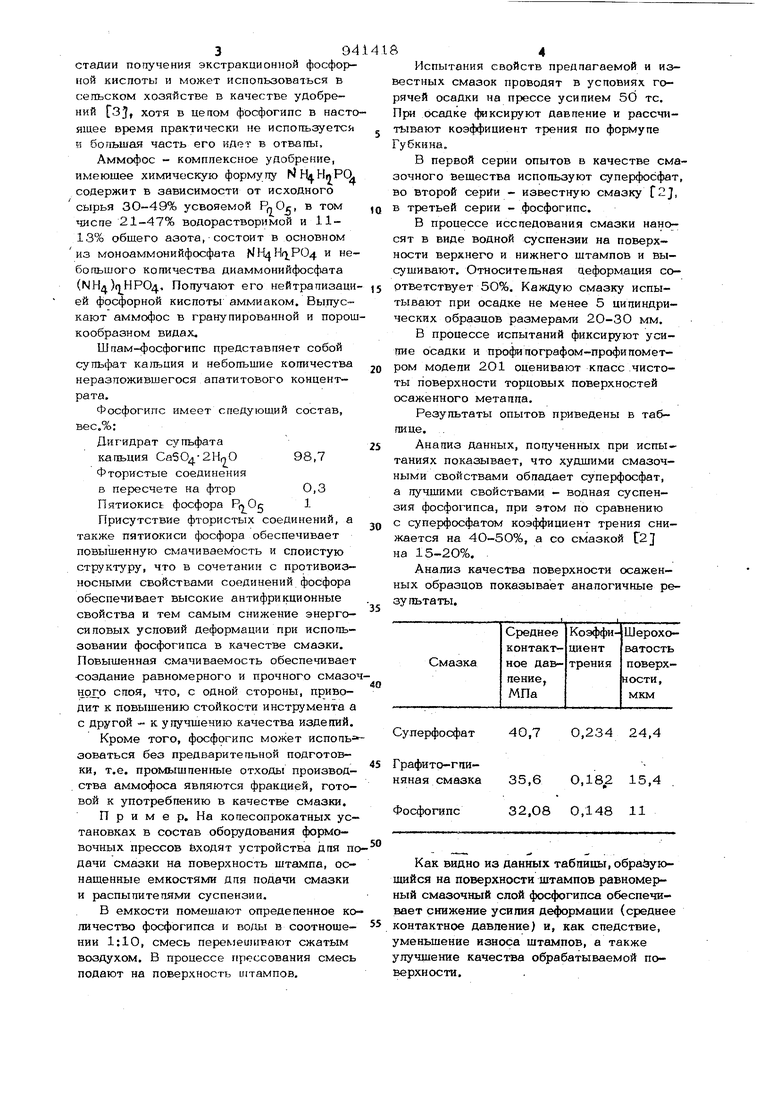
Изобретение относится к обработке метаппов давпением и может быть испопь зовано при горячей обработке метаппов давпением. Известен широкий ассортимент технологических смазок дня горячей обработки метаплов давпением на основе минеральных и пи растительных масеп с Добавлением напопнитегтей, с о пей и других добавок Cl. Известна технопогическая смазка дня горячей обработки метаппов давпением, представпяющая собой водную суспензию графита и гпины. Указанные компоненты брикетируют и подвергают термообработке C2J, Недостатком известной смазки является невысокая смазочная способность, поскольку в состав смазки входит глина, обладающая абразивным действием при горячей дефо1 ацйи. Напичие в составе смазки гпины, т.е. апюмосиликатов, приводит к тому, что под действием температуры гидратированные окись алюминия и кремнистые соединения в результате термических воздействий теряют воду, и, превращаясь в абразив, ухудшают тем самым смазочную сп(х:обность графита в смазке. Кроме того, предусмотренная термообработка компонентов смазки прийодит к ухудшению качества графита в резупьтате образования зопы при окислении. Цель изобретения - разработка технопогической смазки для горячей обработки металпов давпением, обеспечивающей снижение энергосиловых параметров дефорMairaH и упучшение качества изделий. Поставпенная цепь достигается тем, что в качестве технологической смазки для горячей обработки металлов давлением применяют фосфогипс, причем дня облегчения нанесения смазки целесообразно испопъзовать фсхзфогипс в виде водной суспензии. Фосфогипс является промышленным отходом производства аммофоса из аппатитового концентрата на технологической стадии получения экстракционной фосфорной кислоты и может использоваться в сельском хозяйстве в качестве удобрений SJt хотя в целом фосфогипс в насто ящее время практически не используется и большая часть его идет в отвалы. Аммофос - комплексное у добре Fine, имеюшее химическую формулу содержит в зависимости от исходного сырья ЗО-49% усвояемой РпО, в том числе 21-47% водорастворимой и 1113% общего азота, состоит в основном из моноаммонийфосфата .Р04 и небольшого количества диаммонийфосфата (NH)(, Получают его нейтрализаци ей фосфорной кислоты аммиаком. Выпускают аммофос в гранулированной и порош кообразном видах, Ш пам-фосфогипс представляет собой сулы)ат кальция и небольшие количества неразложившегося апатитового концентрата. Фосфогипс имеет следующий состав, вес.%: Дигидрат сульфата кальция CaSO SHoO Фтористые соединения в пересчете на фтор Пятиокись фосфора Присутствие фтористых соединений, а также пятиокиси фосфора обеспечивает повыщенную смачиваемость и слоистую структуру, что в сочетании с противоиз- носными свойствами соединений фосфора обеспечивает высокие антифрикционные свойства и тем самым снижение энергосиловых условий Деформации при использовании фосфогипса в качестве смазки. Повышенная смачиваемость обеспечивает создание равномерного и прочного смазо слоя, что, с одной стороны, приводит к повышению стойкости инструмента а с Другой - к улучшению качества издепий. Кроме того, фосфогипс может испопь зоваться без предварительной подготовки, т.е. промышленные отходы производства аммофоса являются фракцией, готовой к употреблению в качестве смазки. П р и м е р. На колесопрокатных установках в состав оборудования формовочных прессов Ьходят устройства для п дачи смазки на поверхность штампа, оснащенные емкостями для подачи смазки и распылителями суспензии. В емкости помещают определенное ко личество фосфогипса и ъо11ы в соотноше- НИИ 1:10, смесь перемешивают сжатым воздухом. В процессе прессования смесь подают на поверхность и1тампов. Испытания свойств предлагаемой и известных смазок проводят в условиях горячей осадки на прессе усилием 50 тс. При осадке фиксируют давление и рассчитывают коэффициент трения по формуле Губкина. В первой серии опытов в качестве смазочного вещества используют суперфосфат, во второй серии - известную смазку f 2J, в третьей серии - фосфогипс. В процессе исследования смазки наносят в виде водной сусп ензии на поверхности верхнего и нижнего штампов и высушивают. Относительная цеформация соответствует 50%. Каждую смазку испытывают при осадке не менее 5 цилиндрических образцов размерами 20-30 мм. В процессе испытаний фиксируют усилие осадки и профи лографом-профиломет- ром модели 2О1 оценивают класс чистоты поверхности торцовых поверхностей осаженного металла. Результаты опытов приведены в таблице. . Анализ данных, полученных при испы таниях показывает, что худшими смазочными свойствами обладает суперфосфат, а лучшими свойствами - водная суспензия фосфогипса, при этом по сравнению с суперфосфатом коэффициент трения снижается на 4О-5О%, а со смазкой С2 на 15-20%. Анализ качества поверхности осаженных образцов показывает аналогичные результаты. Суперфосфат 40.70,234 24,4 Графитр-гпи35,6 0,182 15,4 няная смазка Фосфогипс 32.080,148 11 Как видно из данных таблицы, образующийся на поверхности штампов равномерный смазочный слой фосфогипса обеспечивает снижение усилия деформации (среднее контактное давление) и, как следствие, уменьшение износа штампов, а также улучщение качества обрабатываемой поверхности.
5О.П41В6
Формула изобретенияводстве. М., Метаппургия, 1975,
Применение фосфогяпса в качестве тех-с. 281-293.
нопогической смазки дпя горячей обработ-2. Авторское.свидетепьство CCXZiP
ки метаппов давлением,N 4О5937, кп. С 10 М 7/О4, 1974.
Источники информации,s
принятые во внимание при экспертизе3. Артюшин А. М. и Державин Л. М
нологические смазки в прокатном произ- Копос, 1971, fc. 232,
