Станки для фрезерования замков на концах брусьев при номонц фрезы, вынолненной конпческо и 2-ступенчатой, известны.
Нсдостаткозг таких станков является то, что прк необходгоюстл изменить длину замка требуется замела фрезы.
Яред.тагаОМый ст-а.нсн; от.-шчается тем, тач) на нем допускается ф)езероваи:ле олной фре;л)11: saMKioiB нескольких размерю, для чего ось вращ ен/ия фрезерной головки устаиовлена. к установочной плоскос и стола под , а (фрезерная головка выполнена раздвижной с возможностью из.чонеиля ее длины -и диаметра.
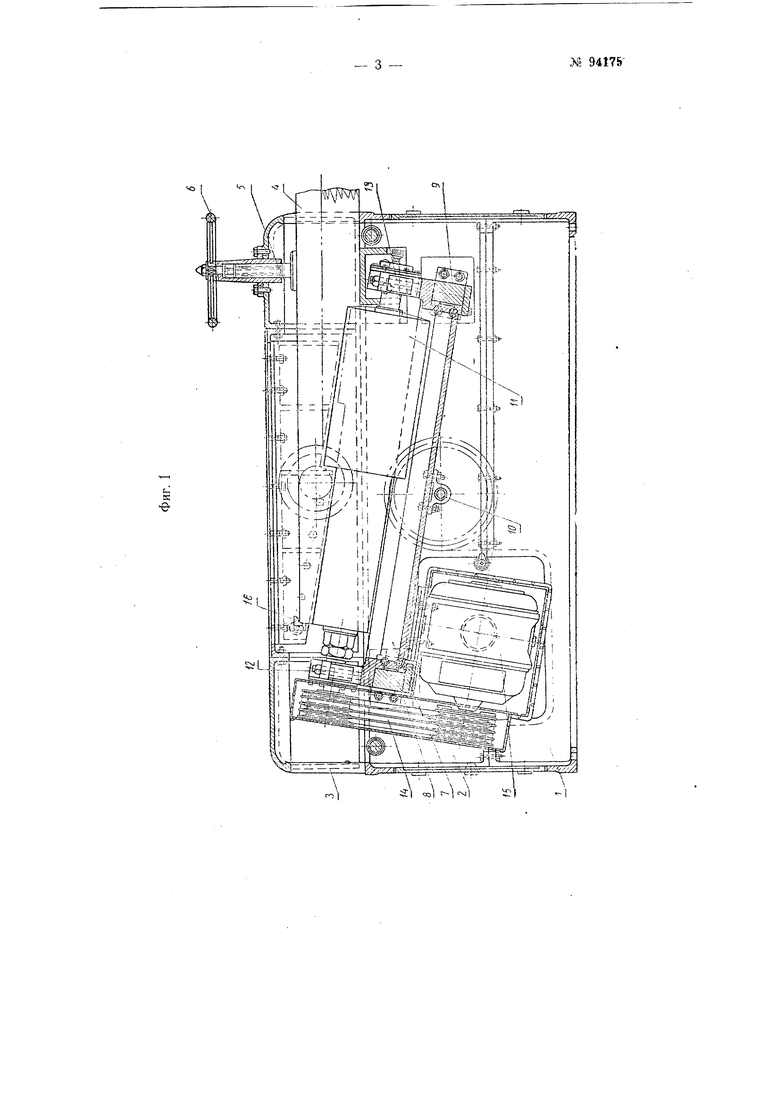
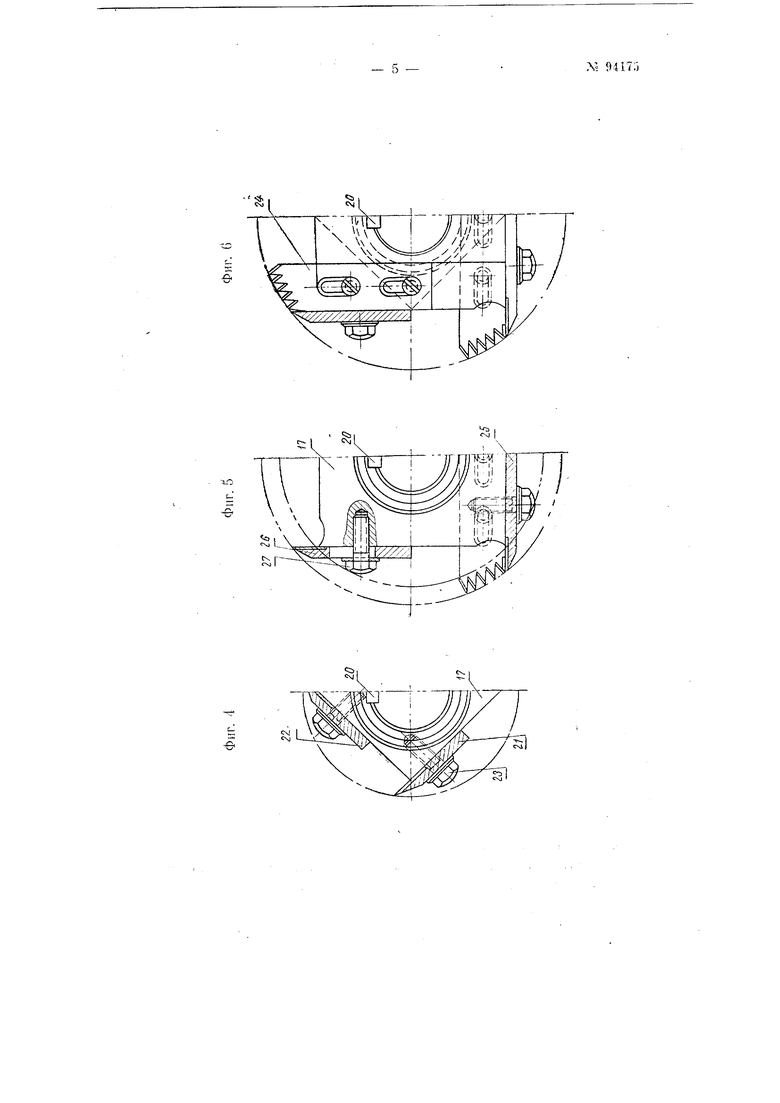
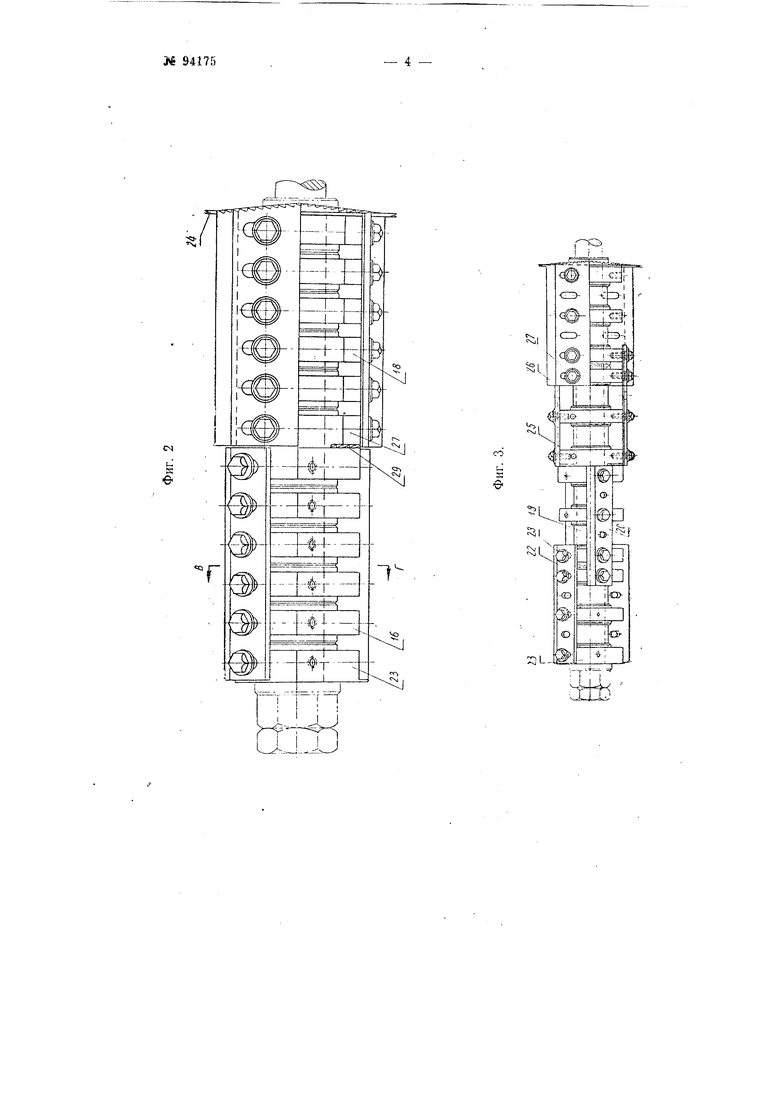
На . 1 таображен продольный разрез cTaiHKa; на фит. 2 - фрезерная головка щкг HacTpoifKo .на наи геныний размер замка; на фиг. 3 - то л;е на наиоольпииг ра;зме1) замка; на фиг. 4 - разрез но меньшему диаметру головки; на фиг. Г) - раЗрез но большому д.шгметру голо1вк:и; на фиг. G - мц -на правый тс1) головки.
Станок mteeT коробчатую станину, составленную из трех, соединенных болтами, .тйтых деталей; осиоваимя (1), -ко-рнуса (2) п крышки (3).
Деревянный брус (4) устанавливается в окне крышки и закрепляется винтовым заллшом (5) с маховичком (6).
Оунпорт (7) раснололхен иод обрабатываемым брусо1М И neipeMeniaeTCH в поперечиом иа-правленрж иа скользянщх направляющих (8) и (9) с иомои(ью ходового винта (10).
Двухступенчатая цпл)и дрическа) фреза (11), распололсенная под углглг к брусу (4), равным уг:гу скоса , вра1цается в двух подшинянках (12) и (13) ;, помон(ью, закрытой: колхухом 1;линор ;MiHHoii передачи (14) и электруднигатсля (1Г)), укрепленных па супипрте (7). ПОС-тоянной 6a3oii для установки брусьев лсех размеров служит упор (16), к которому прилчимается брус при закрепленлп.
Бл,-,годаря этой: особенности, а таклсе углу наклйна фрезы. 1ля переналадкл CT;i; i;a на другой раззгер достаточно измерить диаметр врезной части фре31)1 и длииы цилиндрических участков.
Фреза состОИ-т из набора фасонных колец (17) на участке малого диаметра л найора фасоатых колец (18) на участке большого диаметра, составляюн|его врезную часть фрезы.
Оба :па:бора колец иадеты соосно на вал (IJ) н соедкнеиы одной продольной ишонкой (20). Парные ножи (21) и (22) уча(;тка меньшего диаметра, сохраняющего в ироцессе иереналадки станка 1велжчину диаметра неизменной, закреилены иа прямых лысках колец с иоМон1:ью болтов (23). проходящих через, сверления в теле ножей.
Шаг между сверлениями в те.те пожей равеи величтле изменения длины участка замка нри переходе на ближаищий больши)} или меньишй размер замка.
Кольца (17) ири перелаладка.х фрезы мотут иеремеща-ться в осевом паправлеt- О
,--0
(-, s
--t-T
t±j±
t s
e Отв. редактор И. Д. Тихомиров Стандартгиз. Подп. к печ. 24/1 1957 г. Объем Типография изд-ва «Московская правда. 0,375 п. л. Тираж 400. Цена 75 кон. Потаповский пер., 3. Зак. 6864
| название | год | авторы | номер документа |
|---|---|---|---|
| АГРЕГАТНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК И НАСАДКА К НЕМУ | 1999 |
|
RU2161554C1 |
| КОРПУС ТЕПЛОВОЙ БАТАРЕИ | 2024 |
|
RU2835980C1 |
| УНИВЕРСАЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1994 |
|
RU2064860C1 |
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ЧЕРНОВОЙ ОБРАБОТКИ КОЛЕЦ НЕПРАВИЛЬНОЙ ФОРМЫ | 1969 |
|
SU252812A1 |
| Станок для обработки валов | 1982 |
|
SU1036473A1 |
| Полуавтоматический станок для совместной обработки грифа и корпуса музыкальных инструментов | 1986 |
|
SU1339016A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНЫХ ОЦИЛИНДРОВАННЫХ БРЕВЕН И ПРОФИЛЬНОГО БРУСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2348514C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ОТВЕРСТИЙ, ОПРАВКА РЕЗЦОВАЯ, РЕЗЕЦ | 2001 |
|
RU2212985C2 |
| Полуавтоматическое приспособление к фрезерному станку для обработки окон золотниковых втулок паровозных цилиндров | 1948 |
|
SU84935A1 |
| МОДУЛЬНЫЙ СВЕРЛИЛЬНЫЙ ИНСТРУМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2446918C2 |