Изобретение относится к литейному пр)о- изводству и может быть использовано для изготовлелия литейных форм вакуумной фор- моЕжой из формовочных материалов без связующего 110 моделям с глубокими карманами.
и,ель изобретения - унрощение конст- рукции, снижение металлоемкости оснастки и охлаждение герметизирующей пленки.
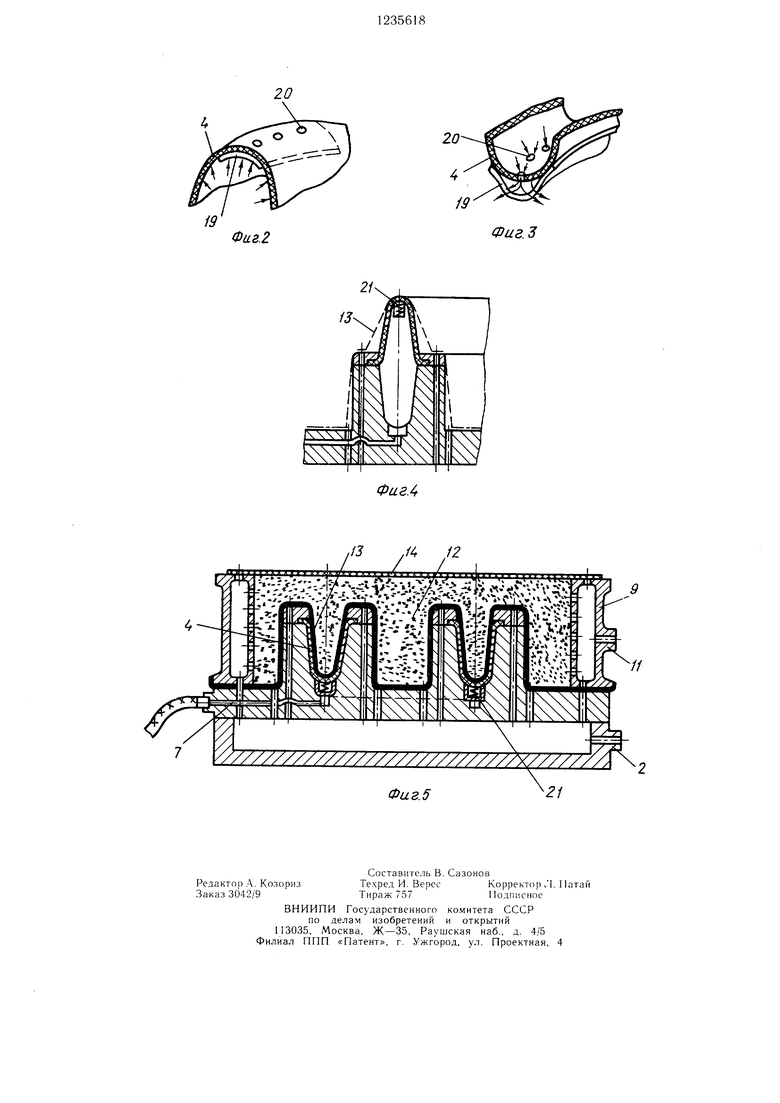
На фиг.1 показана оснастка для вакуумной формовки, общий вид; на фиг.2 - эластичный элемент нри подаче сжатого газа в его нолость; на фиг. 3 - то же, при вакууми- ровании его полости; на фиг.4 - оснастка для вакуумной формовки при облицо зыва1Н1и -ерметизирую1цей пленкой; на фиг.5 оснастка для вакуумной формовки и изготовленная полуформа.
Оснастка (фиг.1) содержит основание 1 с натрубком 2 для нодключения к вакуумной системе (не показана) или сообщения с атмосферой, мод.ель 3 с BIJICOKHM бо.лваном и подвижной формообразующей частью, вы- полненной в виде эластичного элемеггга 4 с закреп.к иными по всему периметру отбурто- ванп1)1ми краями 5 в верхней части 6 модели и связанного автономно с вакуумной системой при номощи трубопровода 7, вмон- тированногч) в модель, и гибкого трубопро- вода 8, (:| як ирУ - У о опоку 9 с фи,льтрую- щей оболочкой 10 и натрубком II для подключения к вакуумной систе.ме (фиксаторы и вакуумная система не показаны), формо- воч(Пз1Й материал 12 (фиг.5) и герметизи- руюп1ие пленки 13 и 14. На модельной оснаст- ке выполнены отсас1«ваюп1,ие отверстия 15. Карман 16 связан автономно нри HOMOHUI кольцевого канала 17 Т)убо11роводов 7 и 8 либо с источником сжато1-о газа, либо с вакуумной системой. Для нагревания н.ленки имеется электрический 11агреватель 18. Об- ратный клапан ныно.лнен в виде монолитной резиновой пластины 19, закрепленной на эластичном элементе 4 но .двум противоположным сторонам пери.метра пластины, и служит для перекрытия отверстий 20 или подключения этих отверстий и вакуумной системе (фиг.2 и 3). В качестве обратного клапана может быть иснользован ниннель21, завулканизированный в стенке э.ластичного элемента 4 (фиг.4 и 5).
Изготовление литейной формы с зованием изoбpeтelп я осун1ествляетея следующим образом.
По трубопроводам 7 и 8 от источника сжатого газа, например, воздух подается под давлением 1,3 --2,0 кгс/ем в кольцевую по- лость 17 и далее в карман 16, нри этом резиновая нластина 19 перекрывает отверстия 20 в эластичном элементе 4, который, будучи закрепленным краями 5 в верхней части 6 модели, выгибается и выдвигается в крайнее верхнее ноложение (фиг.1 и 2). На опоке 9 с фильтрующей оболочкой 10 закрепляется герметизируюн1ая плепка 13 (наприме), нри помощи магнитов), после чего производится нагрев пленки электрическим нагревателем 18, который затем, носле нагревания пленки до 90-100°С, удаляется из зоны оноки, а опока 9 с вмонтированной фильтрующей оболочкой 10 вместе с нагретой гер.метиз.чруюгцей пленкой 13 опускается на модель 3 с подвижной формообразующей частью 4, при этом натрубок 2 основания 1 подключается к вакуумной системе, а гер- метизируюилая пленка 13 при помон и отсасывающих отверстий 15 занимает положение, показанное па фиг.4. Носле этого трубопровод 8 отключается от источника сжатого газа и подключается к вакуумной системе. В результате этого резиновая плаетина за счет разрежения от 0,5--0,7 кгс/см (т. е. перепада давления по обе cTOponi i резино1юй n,:iac- тины) открывае г отверстия 20 (фиг.З), а герметизирующая пленка 13 в.месте с э.лас- э-лементом 4 выворачивается вниз и r oлfюcтью облицовывает карман 16, при этом вьпюлпяющис роль обратного клапана резиновые пластины 9 или ниппели 21 входят в кольцевой канал 17. Поскольку высота иредварительпо вытянутой герметизирующей пленки 13 в зоне кармана 16 соответствует глубине этого кармана или нревьпиает ее не более как на 10%, то обеснечиваетея качественное об,: ицовывание модели герметизирующей пленкой (фиг.5). Величина давления сжатог о газа подбирается из расчета, что поверхность нленки, облицовывающей выступающую часть эластичного элемента прп но- лаче в nei o давления, была равна или более лип1ь на 10% новерхпости облицовываемого кармана, т. е. при их .ении 1,0-- 1,1. Если ука: анное отношение более 1,1, то образуются г(нрры, нри водя пхие к увеличению
щероховатости noBepxi-icjCTH отливки.
Наилуч пим является отнопк ние, равное 1,0, поскольку поверхность .литейной формы по; учается -дадкой в зоне ;-лубокого кармана, а юверхност) от.ливки чистой. Нри уменьнюнии отнон1ения менее 1,0 .при обли- Ц()выва11ин. глубокого кар.мапа возможны j ;i3pbiiibi н,;|(ч:ки, приводян1ие к браку ной (к}рм1 1, носко.льку песок может просыпаться и ofipaaoBi.iiiaTb в да.льпейшем засоры в отливке. Затем опока 9 заполняется формовочным матер.чало.м 12, а iioc;ie )ибра- нионного у11..1отнения :накры11ается сверху герметизи)ующей лленкой 14 и нри патрубка 1 подключается к 15акуумной системе. После Э:Ч) о патрубок 2 отключается от вакуумной системь . юбн|ается с ат.мосфе- рой, а изготовленная полуформа снимается с осно(ания.
А| алогично изготавливается вторая полуформа. Пос.ле сборки форма поступает на за,;1ивку, при этом патрубок 11 остается подключенным к вакуу.чной системе во время заливки и 1юс.1едуюн1е1Ч) затвердевания.
После выбивки форм и обдувки опок оснастка готова для П01зторно1 о использования.
Фаг.2
Фиг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ вакуумной формовки и оснастка для его осуществления | 1980 |
|
SU942862A1 |
| Способ изготовления литейной формы вакуумной формовкой | 1977 |
|
SU740382A1 |
| Оснастка для вакуумной формовки | 1979 |
|
SU793695A1 |
| Способ изготовления литейных форм вакуумной формовкой и оснастка для его осуществления | 1989 |
|
SU1662739A1 |
| Способ изготовления литейных форм вакуумной формовкой | 1979 |
|
SU772685A1 |
| Способ вакуумной формовки | 1979 |
|
SU789203A1 |
| Оснастка для вакуумной формовки | 1978 |
|
SU774772A1 |
| Стержень для вакуумной формовки крупногабаритных литейных форм | 1985 |
|
SU1294454A1 |
| Оснастка для испытания формовочных материалов при вакуумной формовке | 1982 |
|
SU1066724A1 |
| Оснастка для вакуумной формовки | 1981 |
|
SU975176A1 |

13
Фаг4
У/777//////7///////////////7Х///7Л
Фиг. 5
21
| Патент США № 3960198, кл | |||
| Нефтяной конвертер | 1922 |
|
SU64A1 |
| Планшайба для точной расточки лекал и выработок | 1922 |
|
SU1976A1 |
| Способ вакуумной формовки и оснастка для его осуществления | 1980 |
|
SU942862A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
