1
Изобретение относится к прокатному производству, а именно к контрольным устройствам листовых прокатных станов.
Известно устройство для измерения давления и прогиба валков при прокатке, содержащее тензометрические датчики, с выводом на регистрирующий прибор через мостовую схему, смонтированное на поверхности осевого канала валка. С помощью устройства можно измерять давление и прогиб валка только в лабораторных условиях П.
Недостатком данного устройства является сложность эксплуатации тензометрических датчиков в промышленных условиях и невозможность работы тензометрических датчиков при температуре нагрева поверхности валка.
Наиболее близким по технической сущности и достигаемому результату к изобретению является устройство для измерения натяжений при непрерывной прокатке, содержащее два индуктивных датчика, размещенных в горизонтальной плоскости, проходящей через ось валка с противоположных его сторон 2. «
Недостатком известного устройства является невозможность определения направления прогиба валка от усилия прокатки противоизгиба.
Целью изобретения является повы 0 шение качества проката за счет контроля величины 1 направления прогиба валков.
Указанная цель достигается тем, что в устройстве контроля прогиба
J5 валка при прокатке, содержащем два индуктивных датчика, расположенных в горизонтальной плоскости, проходящей через ось валка с противоположных его сторон, индуктивные датчики
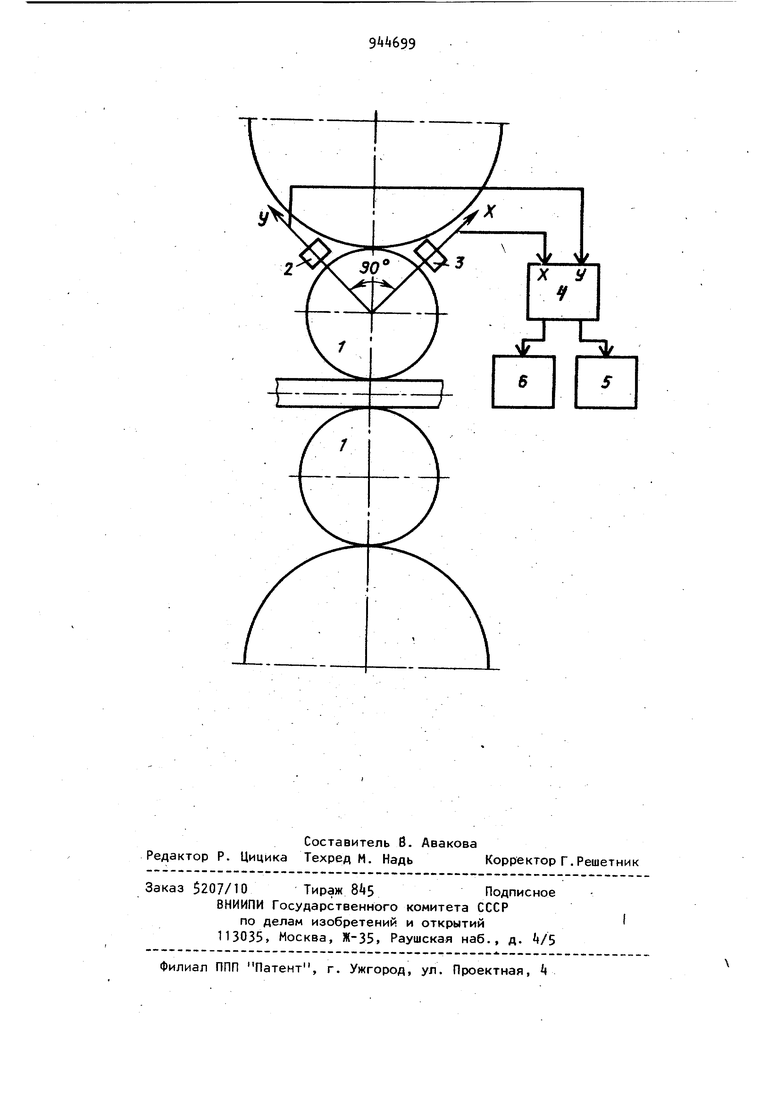
2о устанавливаются над поверхностью бочки валка под углом «5 относительно вертикальной оси симметрии валка,м устройст;во дополнительно содержит блок преобразования прямоугольных 3 координат в полярные, блок индикаци вектора прогиба валка, блок индикации угла вектора относительно верти кальной оси валка, причем выход пер вого индуктивного датчика соединен с первым входом блока преобразовани прямоугольных координат в полярные, второй, вход которого соединен с выходом второго индуктивного датчика, первый выход блока преобразования прямоугольных координат в полярные соединен с входом блока индикации вектора прогиба валка, а второй выход блока преобразования прямоугольных координат в полярные соединен с входом блока индикации угла вектора прогиба валка относительно вертикальной оси. Устройство работает следующим об pa3oiM. При прокатке металла в валках 1 последние изгибаются в направлении равнодействующей силы давления металла на валки, что фиксируется датчиками 2 и Зм,Причем датчик 2 фи сирует прогиб валка по оси У, а дат чик 3 по оси X. ; Таким образом, прогиб рабочего валка 1 фиксируется датчиками 2 и 3 в прямоугольной системе координат. Далее зафиксироваынме перемещения рабочего валка 1 датчиками 2 и 3 по ступают в виде напряжения на входы X и У блока преобразования прямоугольных координат в полярные. В блоке k перемещения валка по оси X и У преобразуются в результирующий вектор прогиба валка и угол вектора прогиба относительно вертикальной оси, которйе затем индициир ются соответственно блоками 5 и 6 индикации. Использование предлагаемого устройства контроля профиля валка при прокатке позволит получать лист высокой планшетности, уменьшить продольную и поперечную разнотолщинность за счет контролируемого прдти воизгиба рабочих валков, контролиро вать степень износа валков листовых станов. Э Экономия листового металла за счет более широкого использования поля минусовых допусков составит около U. Ориентировочно при годовой производительности 1,8 млн. т в год экономический эффек составит 300 тыс. руб. в год. Формула изобретения i Устройство контроля прогиба валка при прокатке, содержа.щее два индуктивных датчика, расположенных в горизонтальной плоскости, проходящей через ось валка с противоположных его сторон, отличаю щеес я тем, что, с целью повышения качества проката за счет контроля величины и направления прогиба валков, датчики устанавливаются над поверхностью бочки валка под углом относительно вертикальной оси симметрии валка, и устройство дополнительно содержит блок преобразования прямоугольных координат в полярные, блок индикации вектора прогиба валка, блок индикации угла вектора относительно вертикальной оси валка, причем выход первого индуктивного датчика соединен с первым входом блока преобразования прямоугольных, координат в полярные, второй вход которого соединен с выходом второго индуктивного датчика, первый выход блока преобразования прямоугольных координат в полярные соединен с входом блока индикации вектора прогиба валка, а второй выход блока преобразования прямоугольных координат в полярные соединен с входом блока индикации угла вектора прогиба валка относительно вертикальной оси. Источники информации, принятые BQ внимание при экспертизе 1.Авторское свидетельство СССР tf 352695, кл. В 21 В 37/02, 1972. 2.Авторское свидетельство СССР № 582861, кл. В 21 В 37/06, 1977.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения натяжения при непрерывной прокатке | 1979 |
|
SU871861A1 |
| Устройство для измерения натяжения при прокатке | 1981 |
|
SU966019A1 |
| Устройство выравнивания упругой деформации прокатной клети | 1980 |
|
SU882676A2 |
| Способ определения прогиба бочек рабочих валков при прокатке | 1978 |
|
SU766690A1 |
| Устройство для измерения раствора валков в процессе прокатки | 1978 |
|
SU759164A1 |
| Способ формообразования гибкой-прокаткой изделий из листового металла и устройство для его осуществления | 1988 |
|
SU1569053A1 |
| Клеть стана для прокатки полосы | 1979 |
|
SU789169A1 |
| НАЖИМНОЕ УСТРОЙСТВО ПРОКАТНОЙ КЛЕТИ | 1998 |
|
RU2164182C2 |
| Устройство для автоматического измерения и регистрации выработки листопрокатного валка | 1985 |
|
SU1318315A1 |
| Устройство для измерения усилий при непрерывной прокатке | 1981 |
|
SU995942A1 |