1
Изобретение относится к металлургии, конкретнее к непрерывной разливке металлов и сплавов.
Известна литейная машина для вертикальной полунепрерывной отливки слитков, содержащая кристаллизатор, вертикальные направляющие, поддон, ходовой винт с ходовой гайкой, редуктор и двигатель .
Недостатками известной литейной машины являются сложность конструкции, большие габариты и ненадежность работы привода, винтовой пары и напра вляющих.
Целью изобретения является упрощение конструкции машины и повышение надежности ее работы.
Поставленная цель достигается тем, что литейная машина для вертикальной полунепрерывной отливки слитков, содержащая кристаллизатор, вертикальные направляющие, поддон, ходовой винт с ходовой гайкой, ре, дуктор и двигатель, снабжена колонной с упорами, внутри которой размещены ходовой винт, редуктор и двигатель, а направляющие расположены на боковых стенках колонны и имеют опоры качения, через которые они связаны с поддоном, причем редуктор и двигатель смонтированы на выходном конце ходового винта, верхний подшип 0 ник которого размещен в корпусе редуктора, снабженного ребрами, при этом основание редуктора выполнено сферическим и опирается на колонну, а ребра корпуса редуктора взаимодей)5 ствуют с упорами колонны. .
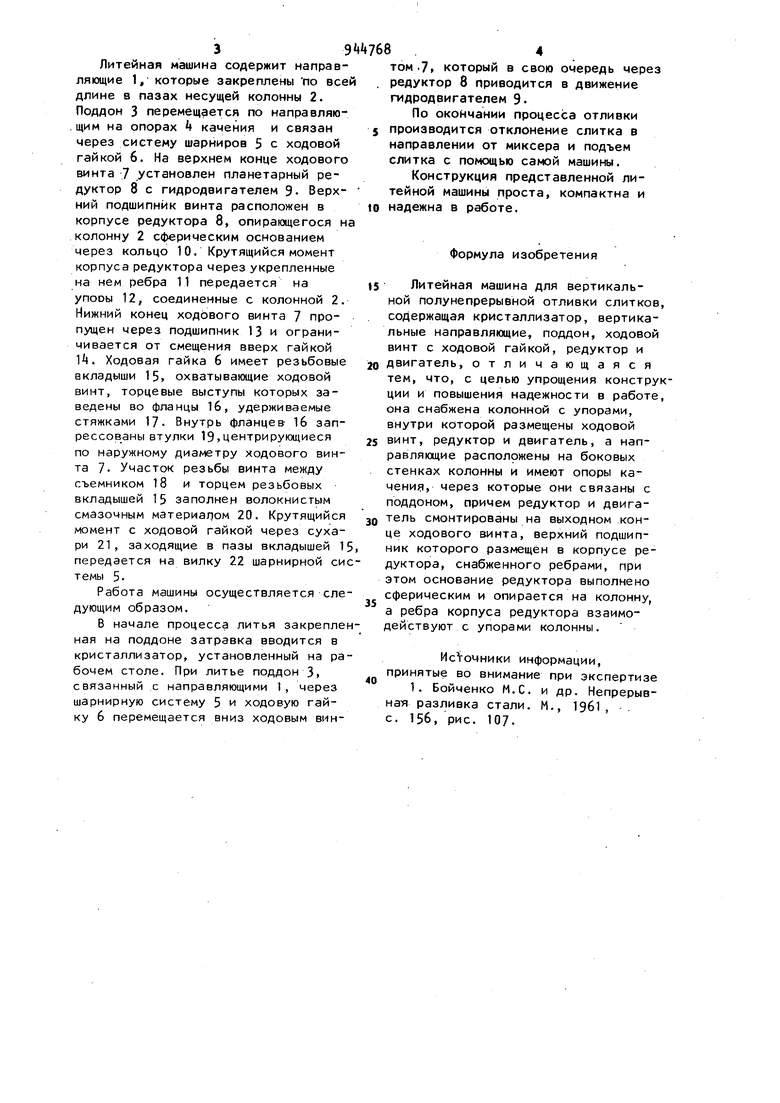
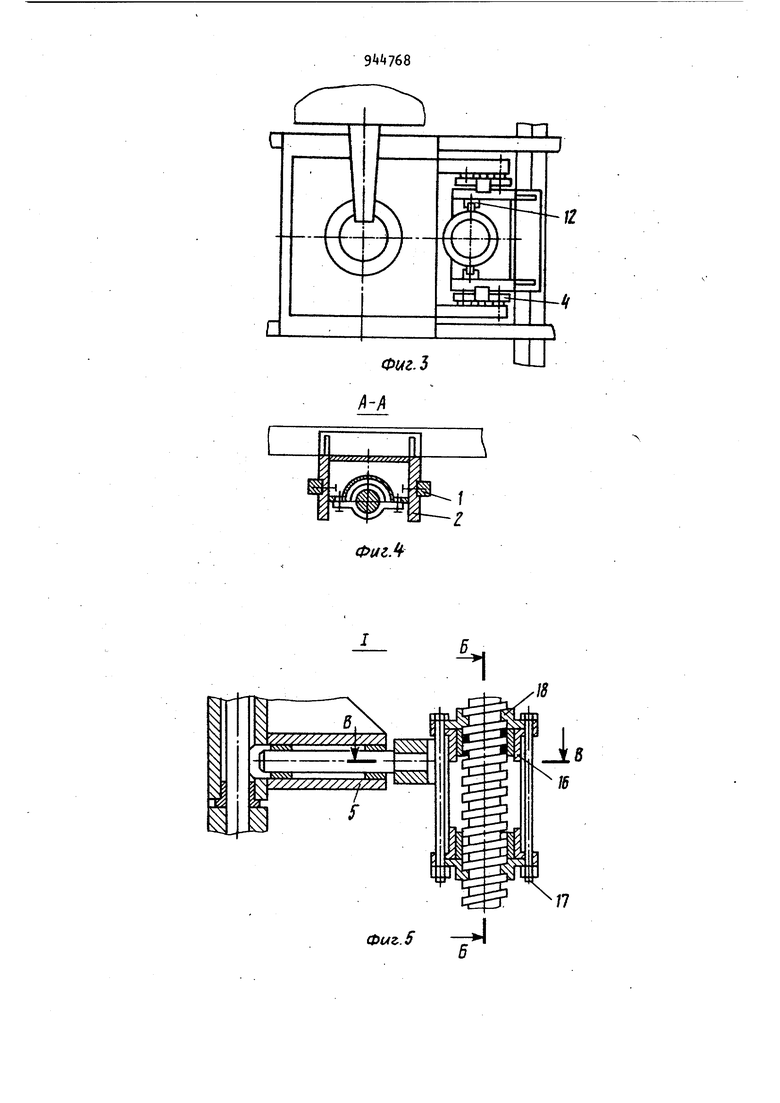
На фиг. 1 представлена литейная машина, продольный разрез; на фиг. 2 - то же, вид сбоку; нафиг.З 20 то же, вид сверху; на фиг. k - разрез А-А на фиг.2; на фиг. 5 узел на фиг. 1; на фиг. 6 - разрез Б-Б на фиг. 5; на фиг. 7 - разрез В-В на фиг.5.
Литейная машина содержит направляющие 1, которые закреплены по всей длине в пазах несущей колонны 2. Поддон 3 перемещается по направляю.щим на опорах k качения и связан через систему шарниров 5 с ходовой гайкой 6. На верхнем конце ходового винта 7 установлен планетарный редуктор 8 с гидродвигателем 9- ВерхНИИ подшипник винта расположен в корпусе редуктора 8, опирающегося на колонну 2 сферическим основанием через кольцо 10. Крутящийся момент корпуса редуктора через укрепленные на нем ребра 11 передается на упооы 12, соединенные с колонной 2. Нижний конец ходового винта 7 пропущен через подшипник 13 и ограничивается от смещения вверх гайкой И. Ходовая гайка 6 имеет резьбовые вкладыши 15, охватывающие ходовой винт, торцевые выступы которых заведены во фланцы 16, удерживаемые стяжками 17- Внутрь фланцев- 16 запрессованы втулки 19,центрирующиеся по наружному диаметру ходового винта 7- Участок резьбы винта между съемником 18 и торцем резьбовых вкладышей 15 заполнен волокнистым смазочным материа/joM 20. Крутящийся момент с ходовой гайкой через сухари 21, заходящие в пазы вкладышей 15 передается на вилку 22 шарнирной системы 5.
Работа машины осуществляется следующим образом.
В начале процесса литья закрепленная на поддоне затравка вводится в кристаллизатор, установленный на рабочем столе. При литье поддон 3 связанный с направляющими 1, через шарнирную систему 5 и ходовую гайку 6 перемещается вниз ходовым винтом .7, который в свою очередь через редуктор 8 приводится в движение гидродвигателем 9.
По окончании процесса отливки производится отклонение слитка в направлении от миксера и подъем слитка с помощью самой машины.
Конструкция представленной литейной машины проста, компактна и надежна в работе.
Формула изобретения
Литейная машина для вертикальной полунепрерывной отливки слитков содержащая кристаллизатор, вертикальные направляющие, поддон, ходовой винт с ходовой гайкой, редуктор и двигатель, отличающаяся тем, что, с целью упрощения конструции и повышения надежности в работе она снабжена колонной с упорами, внутри которой размещены ходовой винт, редуктор и двигатель, а направляющие расположены на боковых стенках колонны и имеют опоры качения, через которые они связаны с поддоном, причем редуктор и двигатель смонтированы на выходном конце ходового винта, верхний подшипник которого размещен в корпусе редуктора, снабженного ребрами, при этом основание редуктора выполнено сферическим и опирается на колонну, а ребра корпуса редуктора взаимодействуют с упорами колонны.
Источники информации, принятые во внимание при экспертизе 1. Бойченко М.С. и др. Непрерывная разливка стали. М., 1961, . с. 156, рис. 107.
Фиг. 2.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для полунепрерывного литья слитков | 1977 |
|
SU679305A1 |
| Машина полунепрерывной разливки металлов | 1981 |
|
SU959907A1 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2397043C2 |
| Установка для полунепрерывного литья слитков | 1978 |
|
SU884842A1 |
| Машина полунепрерывного литья металлов | 1985 |
|
SU1324755A1 |
| Устройство для горизонтального перемещения и качания кристаллизатора машин полунепрерывного литья заготовок | 1980 |
|
SU996073A1 |
| ПОЛУНЕПРЕРЫВНОЕ ЛИТЬЕ СТАЛЬНОЙ ЗАГОТОВКИ | 2015 |
|
RU2675880C2 |
| СПОСОБ ЛИТЬЯ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2005 |
|
RU2309814C2 |
| Установка полунепрерывной разливки металлов | 1980 |
|
SU899247A1 |
| Машина полунепрерывного литья металлов | 1986 |
|
SU1357122A1 |


Фиг. 6
SB
