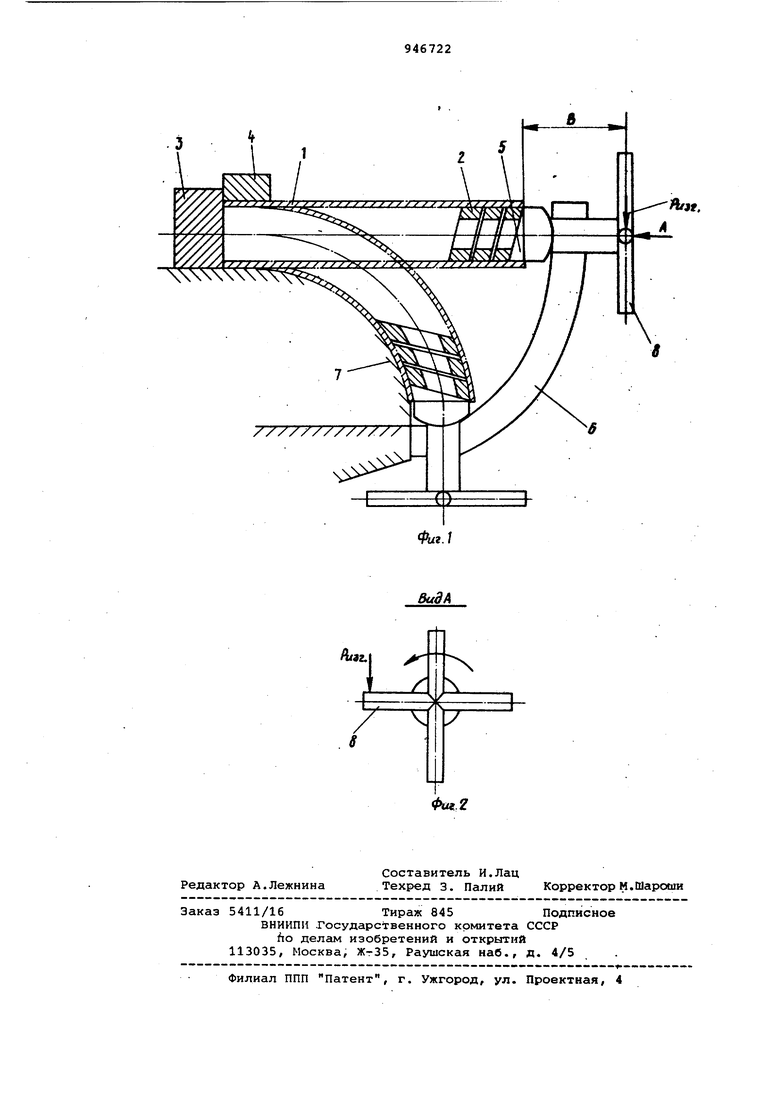
Пример. Берут трубу из алюминиевого сплава АМГ-2м диаметром D 60 мм, длиной С 450 мм и толщиной стенки S 1 мм и изгибают по радиусу R 250 мм на угол rt 90. Гибку производят по оправке-пружине из стали 65Г, с поперечным сечением витка 5 5 мм и ;аагом 8 мм. Изгибаю трубу по шаблону с радиусом г 30 мм. В процессе гибки.оправку-пру жину постепенно сжимают в осевом направлении с таким расчетом, чтобы в конце гибки йиаметр ее увеличился на 0,5-1 мм. При этом производят вр щение оправки-пружины из расчета два оборота за время гибки. В конце гибки усилие гибки Р,г 220 кг, распорные усилия на едини (цу поверхности трубы q 210 кг/см Распорные (окружные) усилия на один виток пружины 220.60 р РиггП g OKf sind Е 1650 кг. угол наклона витка пружины, h - шаг пружины, D - диаметр пружины. Отсюда давление пружины на стен. ,5кгА 550 кг/см где b - ширина в сечении витка (в осевом направлении). Распорные усилия пружины в при веденном примере превышают более чем в два раза требуемые давления для раздачи трубы. Чтобы уменьшить давление q , необходимо уменьшить величину осевого поджатия пружины. После окончания гибки снимают усилие осевого сжатия оправки-пружины и извлекают ее из трубы. Затем цикл повторяют. Предлагаемый способ по сравнению с прототипом позволит устранить эллипсность формы поперечного сечения, так как сясимая оправку-пружину в осевом направлении, увеличивают диаметр изгибаемой трубы, а также устранить огранку и гофры на трубе за счет вращения оправки-пружины. Формула изобретения Способ гибки труб по шаблону, при котором во внутреннюю полость трубы помещают оправку-пружину и нагружают трубу радиальными усилиями с ее наружной стороны, отличающийс я тем, что, с целью предотвращения искажения формы изделия после гибки, в процессе нагружения трубу подпирают дополнительно внутренними радиальными усилиями путем нагружения оправки-пружины осевыми усилиями и вращения ее вокруг своей оси. Источники информации, принятые во внимание при экспертизе 1. Моделист-конструктор. 1980, № 9, с. 5 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГИБКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2201308C2 |
| Оправка для гибки труб | 1980 |
|
SU867461A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С ОТВОДАМИ | 1998 |
|
RU2149722C1 |
| Способ гибки труб и станок для осуществления способа | 2020 |
|
RU2774676C2 |
| Способ изготовления оболочек с гофрами | 1990 |
|
SU1726084A1 |
| Способ изготовления спиралей шнеков и устройство для его осуществления | 1988 |
|
SU1611505A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПИРАЛЬНО-ПРОФИЛЬНЫХ ТРУБ | 2006 |
|
RU2331493C2 |
| СПОСОБ ГИБКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2016683C1 |
| Способ изготовления пружин с некруглым профилем витка | 1992 |
|
SU1811429A3 |
| Способ изготовления кольцевых поковок | 1983 |
|
SU1139553A1 |