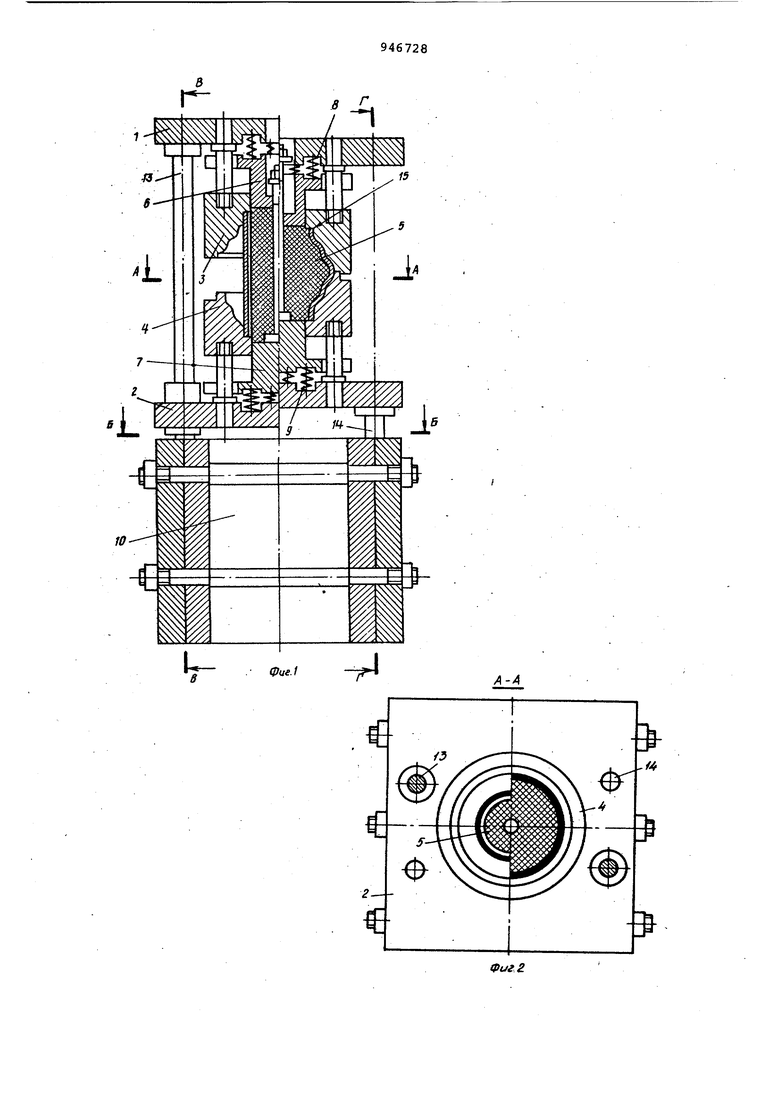
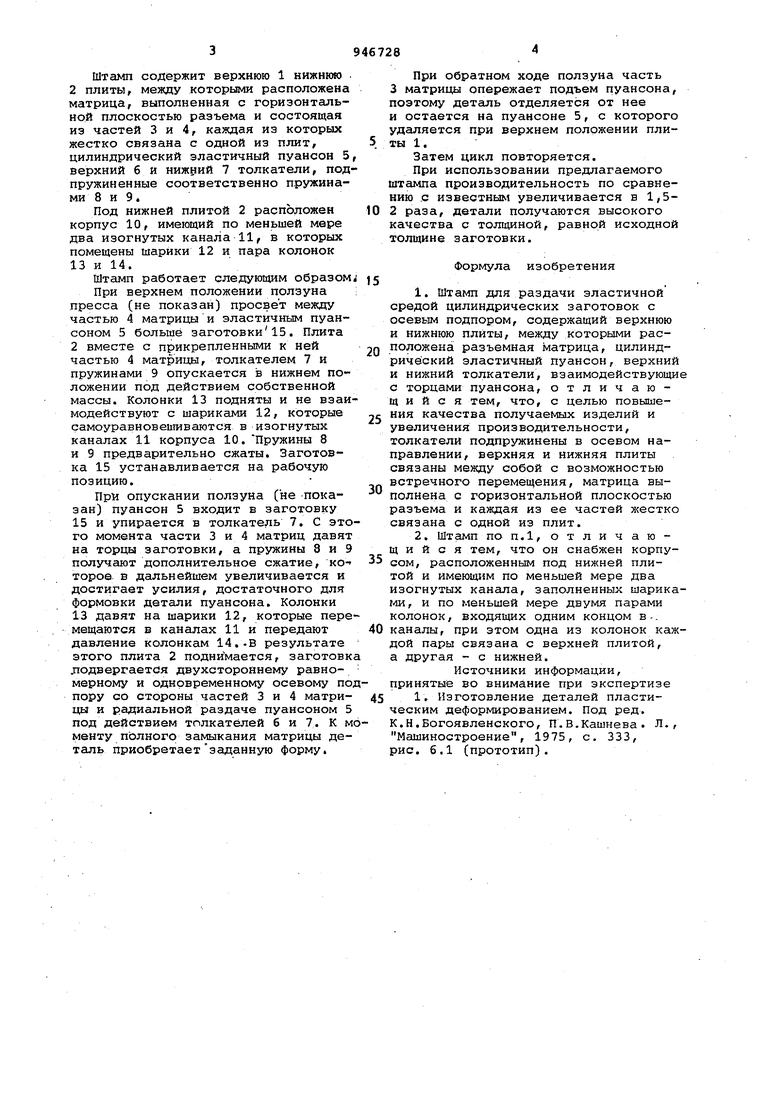
Штамп содержит верхнюю 1 нижнюю 2 плиты, между которыми расположена матрица, выполненная с горизонтальной плоскостью разъема и состоящая из частей 3 и 4, каждая из которых жестко связана с одной из плит, цилиндрический эластичный пуансон 5, верхний б и нижуий 7 толкатели, подпружиненные соответственно пружинами 8 и 9 .
Под нижней плитой 2 расположен корпус 10, имеющий по меньшей мере два изогнутых канала 11, в которых помещены шарики 12 и пара колонок 13 и 14.
Штамп работает следующим образомj
При верхнем положении ползуна пресса (не показан) просвет между частью 4 матрицы и эластичным пуансоном 5 больше заготовки15. Плита 2 вместе с прикрепленными к ней частью 4 матрицы, толкателем 7 и пружинами 9 опускается is нижнем положении под действием собственной массы. Колонки 13 подняты и не взаимодействуют с шариками 12, которые самоуравновеишваются в изогнутых каналах 11 корпуса 10. Пружины 8 и 9 предварительно сжаты. Заготовка 15 устанавливается на рабочую позицию.
При опускании ползуна (не показан) пуансон 5 входит в заготовку 15 и упирается в толкатель 7. С этого момента части 3 и 4 матриц давят на торцы заготовки, а пружины 8 и 9 получают дополнительное сжатие, ко- торое в дальнейшем увеличивается и достигает усилия, достаточного для формовки детали пуансона. Колонки 13 давят на шарики 12, которые перемещаются в каналах 11 и передают давление колонкам 14..В результате этого плита 2 поднимается, заготовка лодвергается двухстороннему равномерному и одновременному осевому подпору со стороны частей 3 и 4 матрицы и радиальной раздаче пуансоном 5 под действием толкателей 6 и 7. К моменту полного замыкания матрицы деталь приобретаетзаданную форму.
При обратном ходе ползуна часть 3 матрицы опережает подъем пуансона, поэтому деталь отделяется от нее и остается на пуансоне 5, с которого удаляется при верхнем положении плиты 1.
Затем цикл повторяется.
При использовании предлагаемого штампа производительность по сравнению с известным увеличивается в 1,52 раза, детали получаются высокого качества с толщиной, равной исходной толщине заготовки.
Формула изобретения
1.Штамп для раздачи эластичной средой цилиндрических заготовок с осевьм подпором, содержащий верхнюю и нижнюю плиты, между которыми рас0 положена разъемная матрица, цилиндрический эластичный пуансон, верхний и нижний толкатели, взаимодействующие с торцами пуансона, отличающийся тем, что, с целью повышения качества получаемых изделий и увеличения производительности, толкатели подпружинены в осевом направлении, верхняя и нижняя плиты связаны между собой с возможностью встречного перемещения, матрица выполнена с горизонтальной плоскостью разъема и каждая из ее частей жестко связана с одной из плит.
2.Штамп ПОП.1, отличающийся тем, что он снабжен корпусом, расположенным под нижней плитой и имеющим по меньшей мере два изогнутых канала, заполненных шариками, и по Меньшей мере двумя парами колонок, входящих одним концом в -.
0 каналы, при этом одна из колонок каждой пары связана с верхней плитой, а другая - с нижней.
Источники информации, принятые во внимание при экспертизе
5 1. Изготовление деталей пластическим деформированием. Под ред. К.Н.Богоявленского, П.В.Кашнева. Л., Машиностроение, 1975, с. 333, рис. 6,1 (прототип). 8 Г
fO/4/J
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полых деталей из трубчатой заготовки и устройство для его осуществления | 1989 |
|
SU1741949A1 |
| Штамп для раздачи полых заготовок | 1980 |
|
SU927382A1 |
| Штамп для раздачи | 1980 |
|
SU963623A1 |
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |
| Штамп для выдавливания деталей типа ролика | 1985 |
|
SU1276415A2 |
| Способ раздачи трубчатых заготовок и штамп для его осуществления | 1985 |
|
SU1286323A1 |
| Штамп для раздачи полых деталей | 1981 |
|
SU1068200A1 |
| ШТАМП ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 1991 |
|
RU2006328C1 |
| Штамп для раздачи трубчатых заготовок | 1985 |
|
SU1304962A1 |
| Штамп для раздачи тонкостенных труб | 1983 |
|
SU1131577A1 |