1
Изобретение относится к автоматизации штамповочного производства и может быть использовано для перемеще ния деталей между рабочими позицияг и.
Известно устройство для перемещения деталей между рабочими позициями, содержащее последовательно расположенные на основании приводные захватные органы, каждый из которых закреплен на стойке, снабженной насаженной на нее шестерней, входящей в зацепление с зубчатой рейкой.
Привод захватных органов выполнен в виде двух силовых цилиндров, на штоке поршня каждого из которых предусмотрена зубчатая рейка, входящая в зацепление через шестеренную передачу с упомянутыми шестернями и зубчатыми рейками.
Один из захватных органов снабжен .коленчатой шестерней, находящейся в зацеплении с другой конической шестерней, установленной на одном из поворотных рычаговЕООднако известное устройство имеет сложную конструкцию.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является устройство для перемещения деталей между рабочими позициями, содержащее установленные на основании параллельно направлению перемещения деталей между рабочими позициями направляющие, перемещающуюся по ним подающую каретку, несущую расположенные последовательно один из другим в направлении перемещения деталей между рабочими позициями захватные органы, каждый из которых включает в себя приводимую в движение от привода в направлении, перпендикулярном направлению перемещения деталей между рабочими позициями, ползушку, шарнирно смонтированные на ней два двуплечих ручага, две зажимные губки, закрепленные на концах двуплечих рычагов, индивидуальный привод, шарнирно связанный
со свободными концами двуплечих рычагов 2}.
Известное устройство имеет сломную конструкцию и недостаточно надежно в работе.
Цель изобретения - повышение надежности работы и упрощение конструкции устройства.
Поставленная цель достигается тем, что в устройстве для перемещения деталей между рабочими позициями, содержащем подающую каретку, перемещающуюся по основанию параллельно направлению перемещения деталей между рабочими позициями и несущую расположенные последовательно один
за другим в направлении перемещения деталей между рабочими позициями захватные органы, включающие в себя каждый приводимую в движение от привода в направлении, перпендикулярном направлению перемещения деталей, между рабочими позициями, ползушку, два шарнирно смонтированных на ней двуплечих рычага, две зажимные губки, закрепленные на концах двуплечих рычагов, индивидуальный привод, шарнирно связанный со свободными концами двуплечих рычагов, двуплечие рычаги смонтированы на общей оси, одна из зажимных губок выполнена в виде упругой пластины и закреплена консольно, каждый захватный орган снабжен двумя упорами, каждый из которых закреплен на ползушке с возможностью взаимодействиявс одним из концов одного из двуплечих рычагов, индивидуальный привод выполнен в виде силового цилиндра, корпус которого шарнирно закреплен на конце одного двуплечего рычага, а его шток шарнирно связан с концом другого двуплечего рычага.
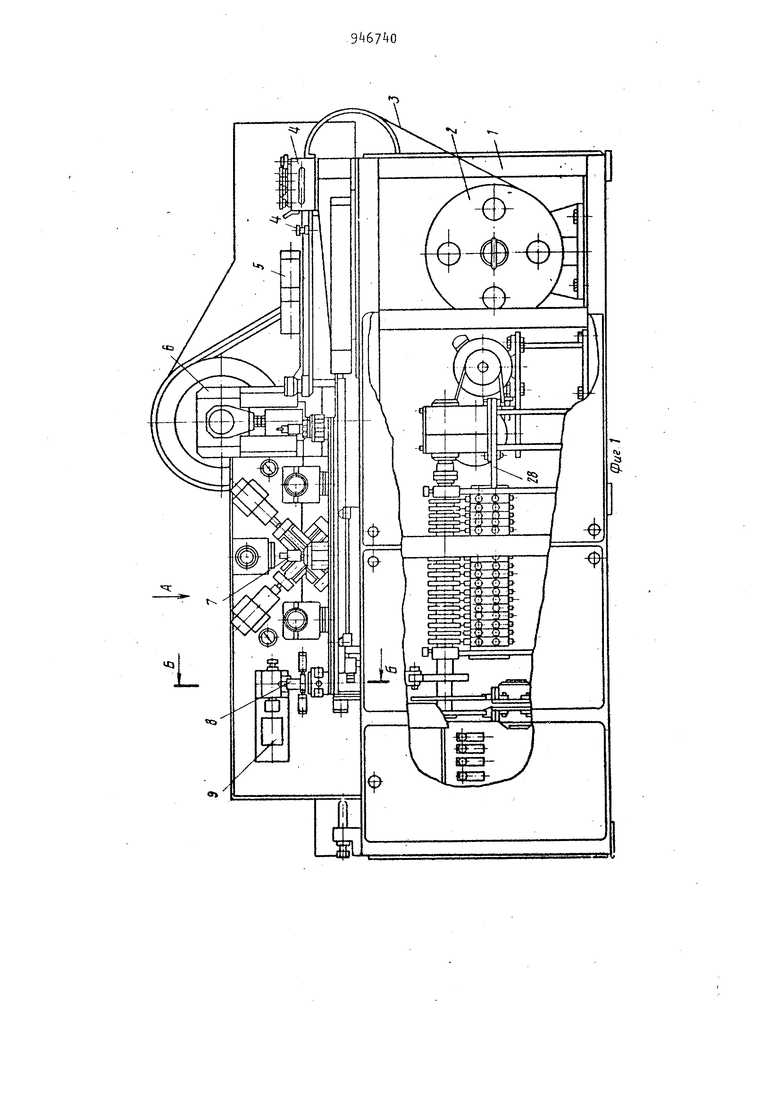
На фиг. 1 изображено предлагаемое
устройство для перемещения деталей,
общий вид; на фиг. 2 - вид А на фиг.
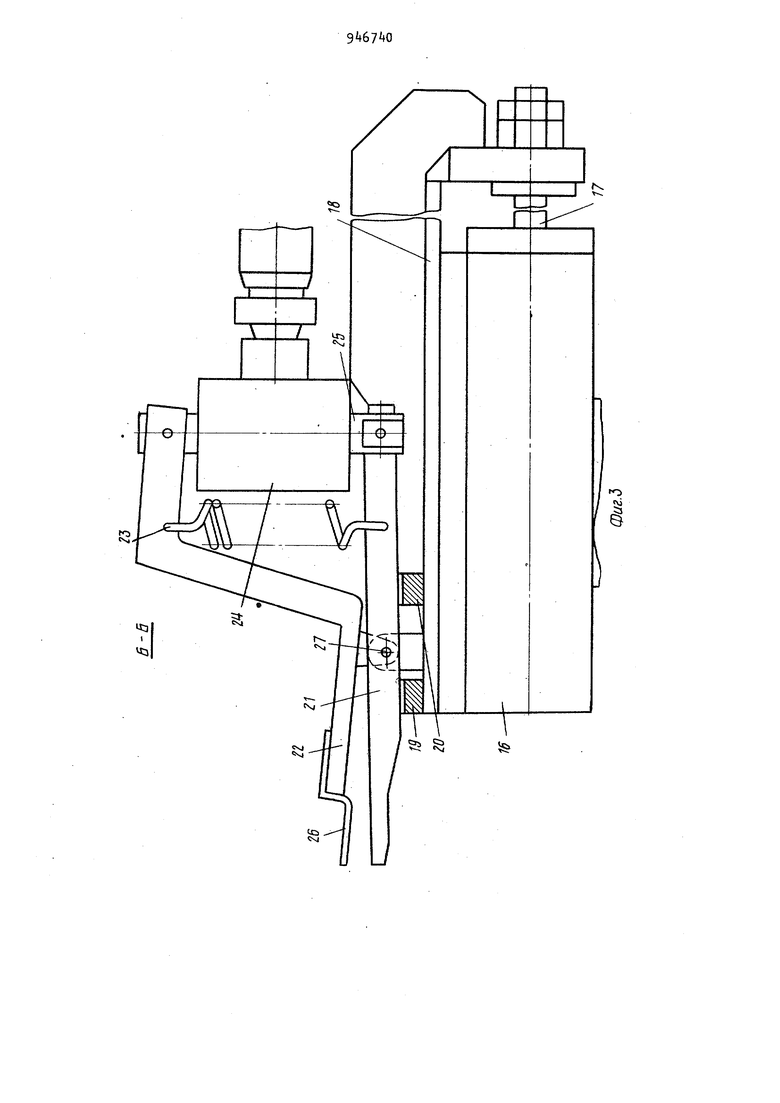
1; на фиг. 3 - разрез Б-Б на фиг.1 ;
на фиг. 4 - захватный орган, разрез.
Устройство для перемещения деталей между рабочими позициями смонтировано на раме 1, на которой также установлены рулонница 2 для размещения рулона ленточного материала 3, механизм рихтовки и очистки, механизм 5 подачи ленточного материала 3, пресс 6, головка 7 гибочная, сварочный агрегат 8 с приводом 9Устройство также включает каретку 10, перемещающуюся по роликовым направляющим 11, закрепленным на раме 1 параллельно направлению подачи материала 3, закрепленный на раме 1 силовой цилиндр 12, связанный с кареткой 10.
На каретке 10 закреплены последовательно один за другим в направлении подачи материала 3 три захватных органа. 13,1t и 15, каждый из которых включает в себя расположенный горизонтально и перпендикулярно направлению подачи материала 3 .силовой цилиндр 16, шток 17 которого связан с ползушкой 18, несущей упоры
5 19 и 20, выполненные в виде клиньев, шарнирно закрепленный на ползушке 18, двуплечий рычаг 21, взаимодействующий концами с упорами 19 и 20, и двуплечий рычаг 22, один конец которого связан с одним из концов двуплечего рычага 21 пружиной 23.
На конце двуплечего рычага 22, связанного с пружиной 23, шарнирно 5 закреплен силовой цилиндр 2k, шток 25 которого шарнирно связан с концом двуплечего рычага 21. На свободном - конце двуплечего рычага 22 закреплена упругая пластина 2б.
Двуплечие рычаги 21 и 22 закреплены на ползушке 18 при помощи оси 27.
На раме 1 установлен также коман доаппарат 28. Позицией 29 обозначена тара для размещения деталей.
Конец двуплечего |5ычага 21, взаимодействующий с пластиной 26, является нижней зажимной губкой.
Устройство для перемещения деталей между pa6oLiHMM позициями работает следующим образом.
Лента 3 (ленточный материал ) перемещается через механизм 4 и подается механизмом 3 в рабочую зону пресса 6. После обработки части ленты ЗРи отрезки ее, т .е.штамповки заготовки, 5 включают силовые цилиндры 16, штоки 17 которых перемещают ползушки 18 в направлении пресса 6, головки 7 гибочного и сварочного агрегата 8,
Затем включают силовые цилиндры (3 2, которые поворачивают двуплечие рычаги 21 и 22 вокруг оси 27. Двуплечие рычаги 22 и 21 своими концами зажимают заготовки. Затем включают силовой цилиндр 16 на реверсивное движение, при котором ползушка 18 перемещается в обратном направлении. Захватные органы 13,1 и 15 выводят заготовки из рабочей зоны пресса 6, ГОЛОВКИ 7 гибочного и сварочного аг регата 8 соответственно. Включают силовой цилиндр 12, кот рый перемещает каретку 10 по роликовым направляющим 11. Затем включают силовые цилиндры 16, которые перемещают ползушки 18. При этом захватный орган 13 подает заготовку в рабочую зону головки 7 гибочного агрегата, захватный орган } направляет заготовку в рабочую зону сварочного агрегата 7, а захватный орган 15 подает готовую д таль к таре 29. Выключают силовые цилиндры 2, двуплечие рычаги 21 и 22 под действием пружины 23 поворачиваются вокруг оси 27, концы двуплечих рычагов 21 и 22 освобождают заготовки и детали . Включают силовые цилиндры 16 на реверсивное движение. Захватные органы 13-1 t и 15 выходят из рабочей зоны пресса 6 головки 7 гибочного и сварочного агрегата 8 соответственн и перемещаются в исходное положение ртносительно каретки 10. Включают силовой цилиндр 12 на реверсивное движение, и каретка 10 по роликовым направляющим 11 возвращается в исходное положение. Затем цикл повторяется. Упоры 19 и 20 ограничивают поворот J вyплeчeгo рычага 21 вокруг оси 27 Эффект от исполнения предлагаемого устройства заключается в повышении надежности работы и упрощении конструкции. Формула изобретения Устройство для перемещения деталей между рабочими позициями, содер жащее подающую каретку, перемещающуюся по основанию параллельно направлению перемещения деталей между рабочими позициями и несущую расположенные последовательно один за другим в направлении перемещения деталей между рабочими позициями ; захватные органы, включающие в себя каждый приводимую в движение от привода в направлении перемещения каретки ползушку, два шарнирно смонтированных на ней двуплечих рычага, две зажимные губки, закрепленные на концах двуплечих рычагов, индивидуальный привод, шарнирно связанный со свободными концами двуплечих рычагов, отличающееся тем, что, с целью повышения надежности работы и упрощения конструкции устройства, двуплечие рычаги смонтированы на общей оси, одна из зажимных губок выполнена в виде упругой пластины и закреплена консольно, каждый захватный орган снабжен двумя упорами, каждый из которых закреплен на ползушке с возможностью взаимодействия с одним из концов одного из двуплечих рычагов, индивидуальный привод выполнен в виде силового цилиндра, корпус которого шарнирно закреплен на конце одного двупле Л1-о рычага, а его шток шарнирно связан с концом другого двуплечего рычага. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР V , кл. В 30 В 15/30, 28.09.70, 2.Патент Франции № 1587523, кл,. В 30 В 15/30, опублик. 20.03.70 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гибки обечаек из листовых заготовок | 1982 |
|
SU1074622A2 |
| Устройство для подачи листового материала в зону обработки | 1987 |
|
SU1442301A1 |
| Устройство для отделения листовой заготовки от стопы и подачи ее в рабочую зону пресса | 1982 |
|
SU1058686A1 |
| Устройство для подачи листа в зону обработки | 1985 |
|
SU1357108A1 |
| Автоматическая линия для изготовления деталей типа топоров | 1989 |
|
SU1727945A1 |
| Устройство для подачи заготовок в зону обработки | 1986 |
|
SU1398961A1 |
| Клещевая подача к горячештамповочному прессу | 1989 |
|
SU1690920A1 |
| Станок для изготовления змеевиков | 1981 |
|
SU967612A1 |
| Клещевая головка хобота ковочного манипулятора | 1983 |
|
SU1133013A1 |
| Устройство для ориентации, базирования и подачи листовой заготовки в рабочую зону пресса | 1991 |
|
SU1784376A1 |