(/
с: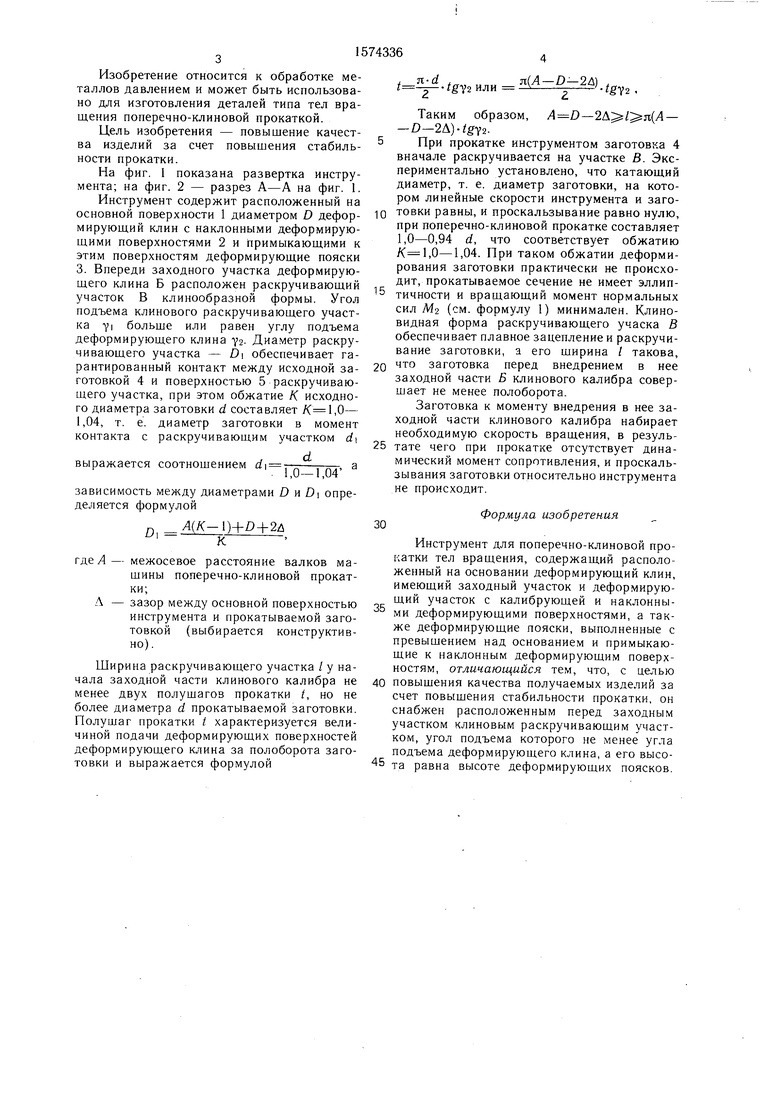
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для поперечно-клиновойпРОКАТКи | 1979 |
|
SU821001A1 |
| Инструмент для поперечно-клиновой прокатки | 1973 |
|
SU470344A1 |
| Инструмент для поперечно-клиновой прокатки | 1988 |
|
SU1593766A1 |
| Инструмент для поперечно-клиновой прокатки | 1989 |
|
SU1699693A1 |
| Инструмент для поперечно-клиновой прокатки | 1988 |
|
SU1574335A1 |
| Инструмент для поперечно-клиновой прокатки двух изделий типа ступенчатых валиков | 1987 |
|
SU1562051A1 |
| Инструмент для поперечно-клиновой прокатки | 1977 |
|
SU680794A1 |
| Инструмент для поперечно-клиновой прокатки | 1987 |
|
SU1479186A1 |
| Инструмент для поперечно-клиновой прокатки | 1978 |
|
SU740367A1 |
| Валок для холодной поперечно-клиновой прокатки | 1979 |
|
SU946751A1 |
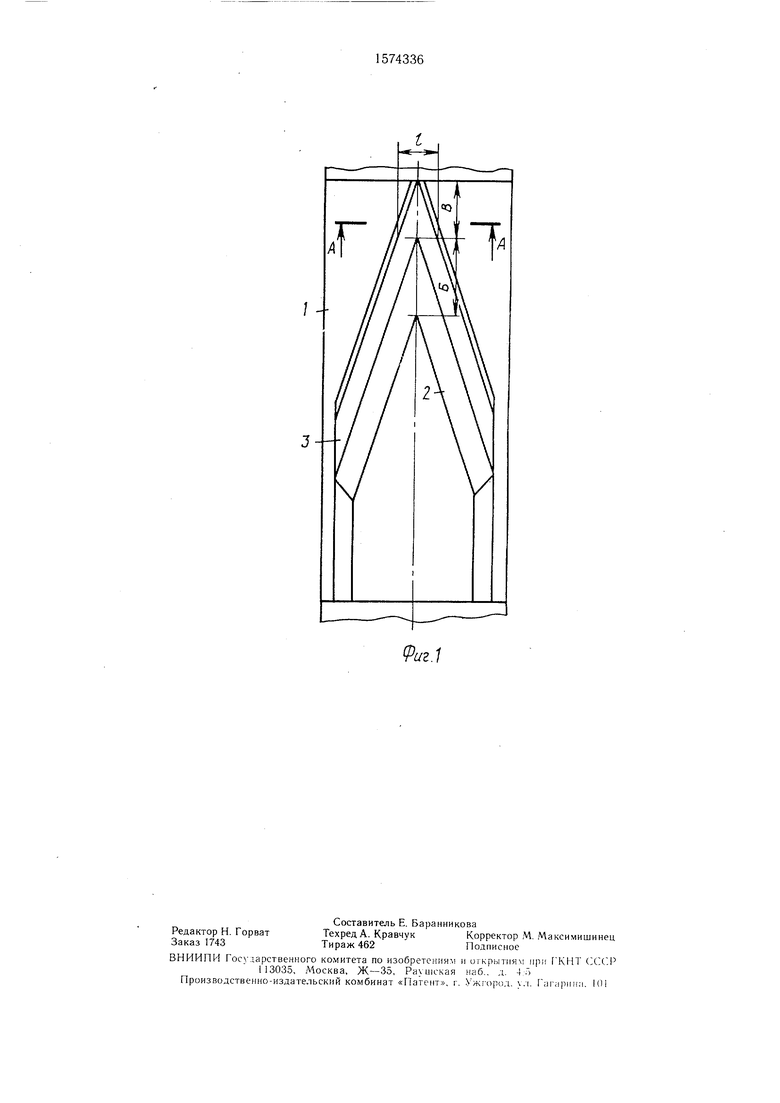
Изобретение относится к обработке металлов давлением и может быть использовано для изготовления деталей типа тел вращения поперечно-клиновой прокаткой. Цель изобретения - повышение качества изделий за счет повышения стабильности прокатки. Заготовка сначала раскручивается на клиновом раскручивается на клиновом раскручивающем участке В, угол подъема которого не менее угла подЪ ема деформирующего клина, затем внедряется в деформирующий клин с заходным участком Б и прокатывается до нужного диаметра. Одновременно заготовка дополнительно раскручивается деформирующими поясками 3. Высота раскручивающего участка над основанием равна высоте деформирующих поясков. Повышение стабильности прокатки обеспечивается тем, что заготовка к моменту внедрения в нее заходной части клина набирает необходимую скорость вращения. В результате при прокатке отсутствует динамический момент сопротивления. Проскальзывания заготовки относительно инструмента не происходит, вследствие чего повышается и качество изделия. 2 ил.
ел j
4
00 СО
&
Фиг.2.
Изобретение относится к обработке металлов давлением и может быть использовано для изготовления деталей типа тел вращения поперечно-клиновой прокаткой.
Цель изобретения - повышение качества изделий за счет повышения стабильности прокатки.
На фиг. 1 показана развертка инструмента; на фиг. 2 - разрез А-А на фиг. 1.
Инструмент содержит расположенный на
n-d
tgyzили
л(А-D-2Л)
.
Таким образом, (Л - - D-2A)./gY2При прокатке инструментом заготовка 4 вначале раскручивается на участке В. Экспериментально установлено, что катающий диаметр, т. е. диаметр заготовки, на котором линейные скорости инструмента и затоосновной поверхности 1 диаметром D дефор- 10 ™вки равны, и проскальзывание равно нулю, мирующий клин с наклонными деформирую-ПР поперечно-клиновой прокатке составляет
щими поверхностями 2 и примыкающими к I0-0 94, Ј J{TO соответствует обжатию
этим поверхностям деформирующие пояскиК 1,0-1,04. При таком обжатии деформи3. Впереди заходного участка деформирую-рования заготовки практически не происхощего клина Б расположен раскручивающий ,, ит прокатываемое сечение не имеет эллип- УЧЯГТПК R клинопбпяяной Лопмы УГО.П 5 тичности и вращающий момент нормальных
сил Mz (см. формулу 1) минимален. Клиновидная форма раскручивающего учаска В обеспечивает плавное зацепление и раскручивание заготовки, а его ширина / такова, 2о что заготовка перед внедрением в нее заходной части Б клинового калибра совершает не менее полоборота.
Заготовка к моменту внедрения в нее заучасток В клинообразной формы. Угол подъема клинового раскручивающего участка -yi больше или равен углу подъема деформирующего клина 72- Диаметр раскручивающего участка - D обеспечивает гарантированный контакт между исходной заготовкой 4 и поверхностью 5 раскручивающего участка, при этом обжатие К, исходного диаметра заготовки d составляет /(1,0- 1,04, т. е. диаметр заготовки в момент контакта с раскручивающим участком d
выражается соотношением d| ----, а
зависимость между диаметрами D и D определяется формулой
n A(K-l)+D + 2A и,-к
где А- межосевое расстояние валков машины поперечно-клиновой прокатки;
ходной части клинового калибра набирает необходимую скорость вращения, в резуль- 25 тате чего при прокатке отсутствует динамический момент сопротивления, и проскальзывания заготовки относительно инструмента не происходит.
30
Формула изобретения
Инструмент для поперечно-клиновой прокатки тел вращения, содержащий расположенный на основании деформирующий клин, имеющий заходный участок и деформирующий участок с калибрующей и наклонныИнструмент для поперечно-клиновой прокатки тел вращения, содержащий расположенный на основании деформирующий клин, имеющий заходный участок и деформирующий участок с калибрующей и наклонныД -зазор между основной поверхностью ос j. - -rj---- -
00 ми деформирующими поверхностями, а такинструмента и прокатываемой заготовкой (выбирается конструктивно).
же деформирующие пояски, выполненные с превышением над основанием и примыкающие к наклонным деформирующим поверхностям, отличающийся тем, что, с целью
чала заходной части клинового калибра не 40 повышения качества получаемых изделий за менее двух полушагов прокатки t, но несчет повышения стабильности прокатки, он
более диаметра d прокатываемой заготовки.снабжен расположенным перед заходным
участком клиновым раскручивающим участком, угол подъема которого не менее угла подъема деформирующего клина, а его высо- 45 та равна высоте деформирующих поясков.
Ширина раскручивающего участка / у наПолушаг прокатки t характеризуется величиной подачи деформирующих поверхностей деформирующего клина за полоборота заготовки и выражается формулой
n-d
tgyzили
л(А-D-2Л)
.
Таким образом, (Л - - D-2A)./gY2При прокатке инструментом заготовка 4 вначале раскручивается на участке В. Экспериментально установлено, что катающий диаметр, т. е. диаметр заготовки, на котором линейные скорости инструмента и затоходной части клинового калибра набирает необходимую скорость вращения, в резуль- тате чего при прокатке отсутствует динамический момент сопротивления, и проскальзывания заготовки относительно инструмента не происходит.
Формула изобретения
Инструмент для поперечно-клиновой прокатки тел вращения, содержащий расположенный на основании деформирующий клин, имеющий заходный участок и деформирующий участок с калибрующей и наклонны j. - -rj---- -
| Инструмент для поперечно-клиновой прокатки | 1972 |
|
SU493282A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
