тельных клиньев, расположенных внутри деформирующего клина, и обращенных верщинами в сторону вершины деформирующего клина, иричем каждая грань дополнительных клиньев совмещена с соответствующей гранью деформирующего клина.
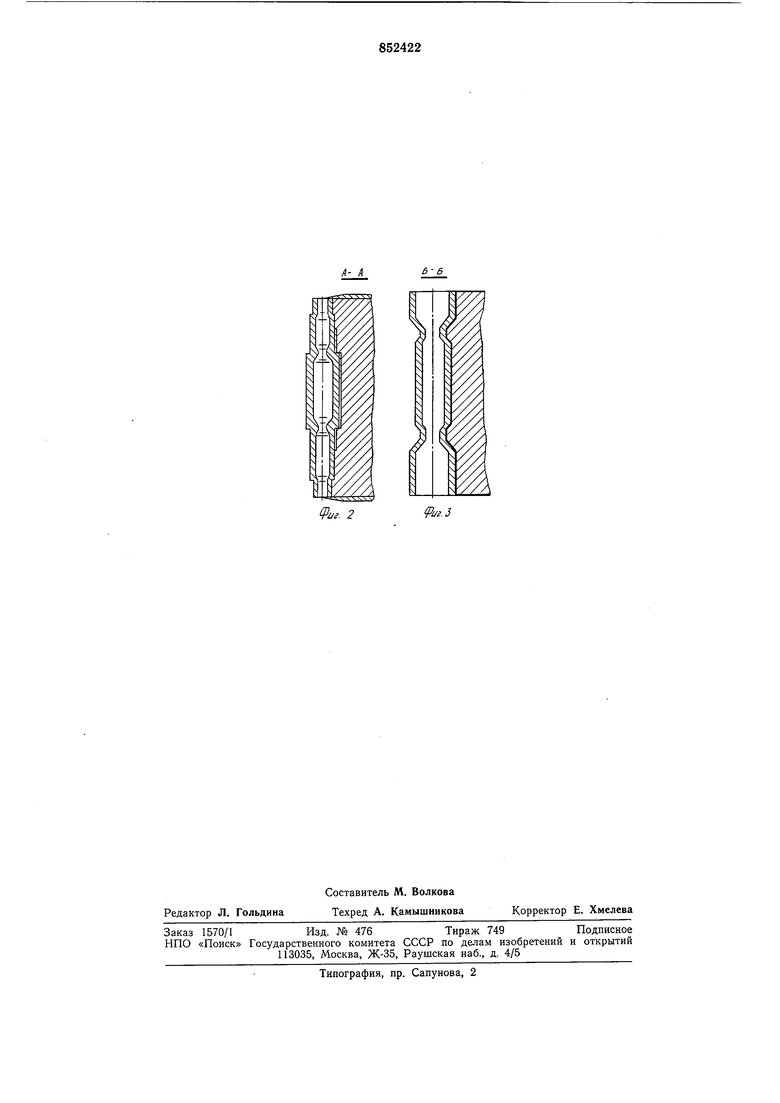
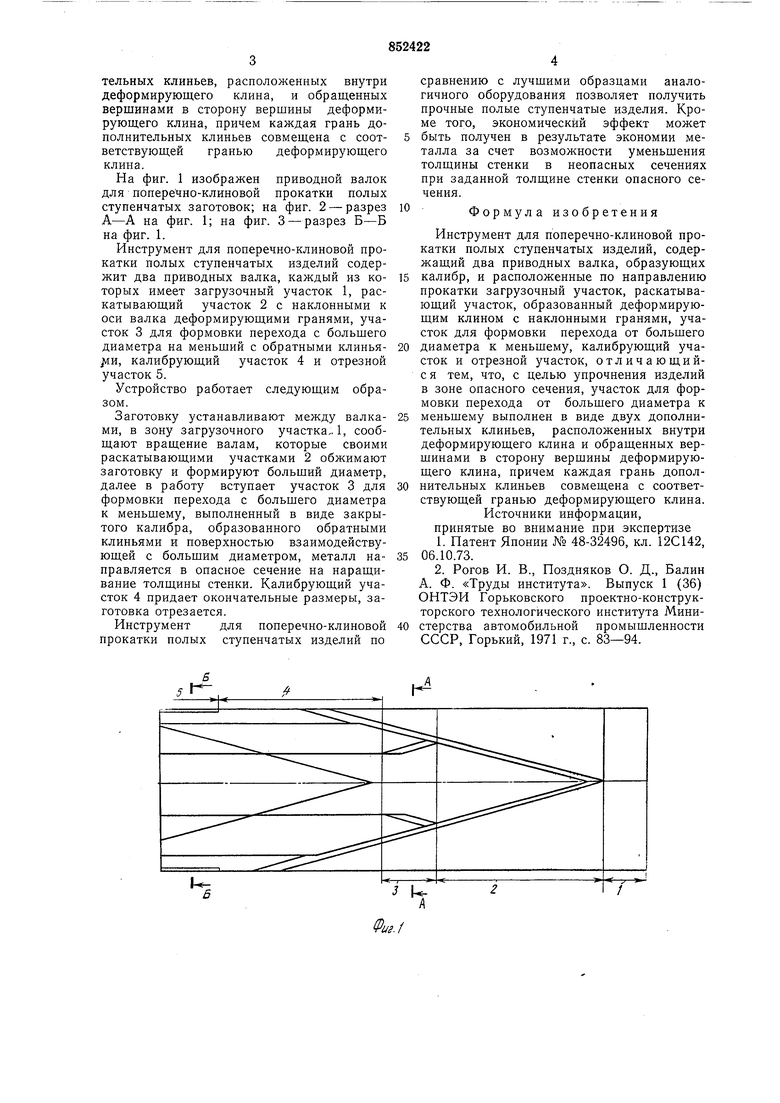
На фиг. 1 изображен приводной валок для поперечно-клиновой прокатки полых ступенчатых заготовок; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Инструмент для поперечно-клиновой прокатки полых ступенчатых изделий содержит два приводных валка, каждый из которых имеет загрузочный участок 1, раскатывающий участок 2 с наклонными к оси валка деформирующими гранями, участок 3 для формовки перехода с большего диаметра на меньший с обратными клинья}ли, калибрующий участок 4 и отрезной участок 5.
Устройство работает следующим образом.
Заготовку устанавливают между валками, в зону загрузочного участка,., сообщают вращение валам, которые своими раскатывающими участками 2 обжимают заготовку и формируют больший диаметр, далее в работу вступает участок 3 для формовки перехода с большего диаметра к меньшему, выполненный в виде закрытого калибра, образованного обратными клиньями и поверхностью взаимодействующей с большим диаметром, металл направляется в опасное сечение на нарашивание толщины стенки. Калибрующий участок 4 придает окончательные размеры, заготовка отрезается.
Инструмент для поперечно-клиновой прокатки полых ступенчатых изделий по
сравнению с лучщими образцами аналогичного оборудования позволяет получить прочные полые ступенчатые изделия. Кроме того, экономический эффект может быть получен в результате экономии металла за счет возможности уменьшения толщины стенки в неопасных сечениях при заданной толщине стенки опасного сечения.
10
Формула изобретения
Инструмент для поперечно-клиновой прокатки полых ступенчатых изделий, содержащий два приводных валка, образующих
калибр, и расположенные по направлению прокатки загрузочный участок, раскатывающий участок, образованный деформирующим клином с наклонными гранями, участок для формовки перехода от большего
диаметра к меньшему, калибрующий участок и отрезной участок, отличающийся тем, что, с целью упрочнения изделий в зоне опасного сечения, участок для формовки перехода от большего диаметра к
меньшему выполнен в виде двух дополнительных клиньев, расположенных внутри деформирующего клина и обращенных вершинами в сторону вершины деформирующего клина, причем каждая грань дополнительных клиньев совмещена с соответствующей гранью деформирующего клина.
Источники информации, принятые во внимание при экспертизе
1.Патент Японии № 48-32496, кл. 12С142, 06.10.73.
2.Рогов И. В., Поздняков О. Д., Балин А. Ф. «Труды института. Выпуск 1 (36) ОНТЭИ Горьковского проектно-конструкторского технологического института Министерства автомобильной промышленности СССР, Горький, 1971 г., с. 83-94.
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для поперечно-клиновой прокатки полых ступенчатых изделий | 1983 |
|
SU1143505A1 |
| Инструмент для поперечно-клиновой прокатки | 1988 |
|
SU1637922A1 |
| Инструмент для поперечно-клиновой прокатки | 1989 |
|
SU1639853A1 |
| Способ поперечно-клиновой прокатки | 1988 |
|
SU1590182A1 |
| Инструмент для одновременной поперечноклиновой прокатки двух изделий типа ступенчатых валов | 1976 |
|
SU610594A1 |
| Инструмент для поперечно-клиновой прокатки | 1986 |
|
SU1442311A1 |
| Валок для холодной поперечно-клиновой прокатки | 1979 |
|
SU946751A1 |
| Инструмент для поперечно-клиновой прокатки | 1980 |
|
SU902953A1 |
| Инструмент для поперечно-клиновой прокатки двух изделий типа ступенчатых валиков | 1987 |
|
SU1562051A1 |
| Инструмент для поперечно-клиновой прокатки | 1987 |
|
SU1479186A1 |