Изобретение относится к обработке металлов давлением, в частности к технологии изготовления крупногабаритных колес, в том числе железнодорожных, крановых и шахтных колес.
Наиболее широкое применение получили методы изготовления колес с использованием операций штамповки и прокатки [1]. Схема деформирования заготовок включает предварительную осадку для удаления окалины с боковых поверхностей; осадку в кольце; разгонку металла пуансоном для требуемого распределения его между отдельными элементами колеса; формовку ступицы и прилегающей к нему части диска окончательно, а обода и другой части диска предварительно, прокатку обода и прилегающей к нему части диска на стане; выгибку диска и калибровку геометрической формы и размеров колеса; прошивку отверстия в ступице. Для осуществления этого процесса применяют несколько гидравлических прессов и колесопрокатный стан. Число гидравлических прессов зависит от развиваемых ими сил и требуемой производительности цеха. Более мощные прессы позволяют совмещать некоторые из перечисленных операций.
Установлено, что механические свойства металла, точность геометрических размеров и экономическая эффективность процесса штамповки в сравнении со штамповкой в сочетании с прокатной имеет ряд преимуществ: меньший расход металла за счет снижения допусков и припусков на размеры колес, возможность легко осуществлять контроль этих размеров в процесс изготовления изделий, существенное снижение дисбаланса колес и дефектов (плен, закатов) на их поверхности, упрощения технологического процесса вследствие сокращения количества агрегатов и операций, более благоприятное расположение волокон в поверхностном слое обода.
Известен способ штамповки осесимметричных поковок с кручением, осуществляемый путем осадки заготовки с одновременным вращением инструмента [2]. Такой способ обеспечивает многократное снижение технологической силы и контактных нагрузок на инструмент.
Наиболее близким к предлагаемому способу является технология производства штампованных колес, включающая осадку заготовки плоскими плитами и разгонку, штамповку, прошивку отверстия и обрезку облоя [3].
К недостаткам способа относятся большие технологические силы, возникающие при штамповке колес, поэтому штамповка осуществляется на двух молотах с массой падающих частей 11,34т и 15,87т. Формообразование поковки осуществляется путем нанесения большого количества ударов молота, что снижает производительность труда и не позволяет расширить его применение. После штамповки поковка имеет большую перемычку под прошивку, что увеличивает расход металла.
Задачей изобретения является разработка способа изготовления поковок колес, обеспечивающего снижение технологической силы штамповки и контактных нагрузок на инструмент, а также уменьшение расхода металла.
Заявленное техническое решение отличается от прототипа тем, что после осадки производят разгонку заготовки сферическим пуансоном, штамповка осуществляется вращающимся инструментом, при этом одна половина ступицы выполняется в форме сферической оболочки, в центре которой имеется наметка под прошивку, а при прошивке отверстия происходит окончательная формовка ступицы путем отбортовки ее сферической части, образованной на предыдущем переходе.
Совокупность заявленных признаков обеспечивает достижение задачи изобретения - снижения технологической силы штамповки и уменьшения расхода металла.
На фиг.1 показаны технологические переходы штамповки:
1-й переход - осадка;
2-й переход - разгонка;
3-й переход - штамповка с кручением;
4-й переход - отбортовка, прошивка отверстия и обрезка облоя.
Первый переход - осадка служит для уменьшения высоты заготовки за счет увеличения ее диаметра, а также механического удаления окалины.
В процессе второго перехода - разгонки с использованием сферического пуансона, происходит утонение с одновременным образованием сферической выдавки центральной зоны заготовки. Такая форма позволяет обеспечить точную укладку заготовки в последующем штампе.
Третий переход - штамповка с кручением, отличительная особенность которой состоит в том, что формование одной половины ступицы осуществляется не путем выдавливания металла в полость матрицы, а операцией осадка. Форма поковки приближена к тонкостенный поковке, которую наиболее эффективно штамповать вращающимся инструментом, так как это приводит к снижению технологической силы и контактных нагрузок на инструмент.
Четвертый переход предназначен для окончательной формовки ступицы путем отбортовки ее сферической части, а также для прошивки отверстия и обрезки облоя.
Источники информации
1. У. Коннерс, М. Кунд, М. Линденблатт. Производство железнодорожных колес на высоком техническом уровне. Черные металлы, 2006, март, с.75-78.
2. В.Н. Субич, В.А. Демин и др. Штамповка с кручением. М.: МГИУ, 2008, с.329-345.
3. Г.А. Бибик, A.M. Иоффе и др. Производство железнодорожных колес. М.: Металлургия, 1982, с.64.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШТАМПОВКИ ПОКОВОК ФЛАНЦЕВ ВОРОТНИКОВЫХ | 2007 |
|
RU2352431C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ С ВЫСОКОЙ СТУПИЧНОЙ ЧАСТЬЮ, ИМЕЮЩЕЙ ГЛУБОКУЮ ПОЛОСТЬ, ГОРЯЧЕЙ ШТАМПОВКОЙ | 2007 |
|
RU2344897C2 |
| Способ изготовления поковок | 1980 |
|
SU946766A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК С ЦЕНТРАЛЬНЫМ ОТВЕРСТИЕМ | 2004 |
|
RU2275272C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК С БОКОВЫМ ОТРОСТКОМ | 2007 |
|
RU2344898C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКОВОК ТИПА ДИСКОВ | 2009 |
|
RU2412018C1 |
| Способ штамповки поковок фланцев воротниковых | 2018 |
|
RU2680337C1 |
| Способ изготовления кольцевых поковок | 1991 |
|
SU1780913A1 |
| Штамп для горячей объемной штамповки | 1989 |
|
SU1657268A1 |
| Способ изготовления кольцевых поковок со ступицей и фланцем | 1989 |
|
SU1734913A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении крупногабаритных колес, в частности железнодорожных, крановых и шахтных колес. После осадки заготовки производят ее разгонку сферическим пуансоном. Затем осуществляют штамповку с кручением вращающимся инструментом. При этом производят формование осадкой одной половины ступицы в форме сферической оболочки, в центре которой имеется наметка под прошивку отверстия. При прошивке отверстия осуществляют окончательную формовку ступицы путем отбортовки ее половины в форме сферической оболочки, образованной на предыдущем переходе. В результате обеспечивается снижение технологического усилия при штамповке заготовки и контактных нагрузок на инструмент, а также уменьшение расхода металла. 1 ил.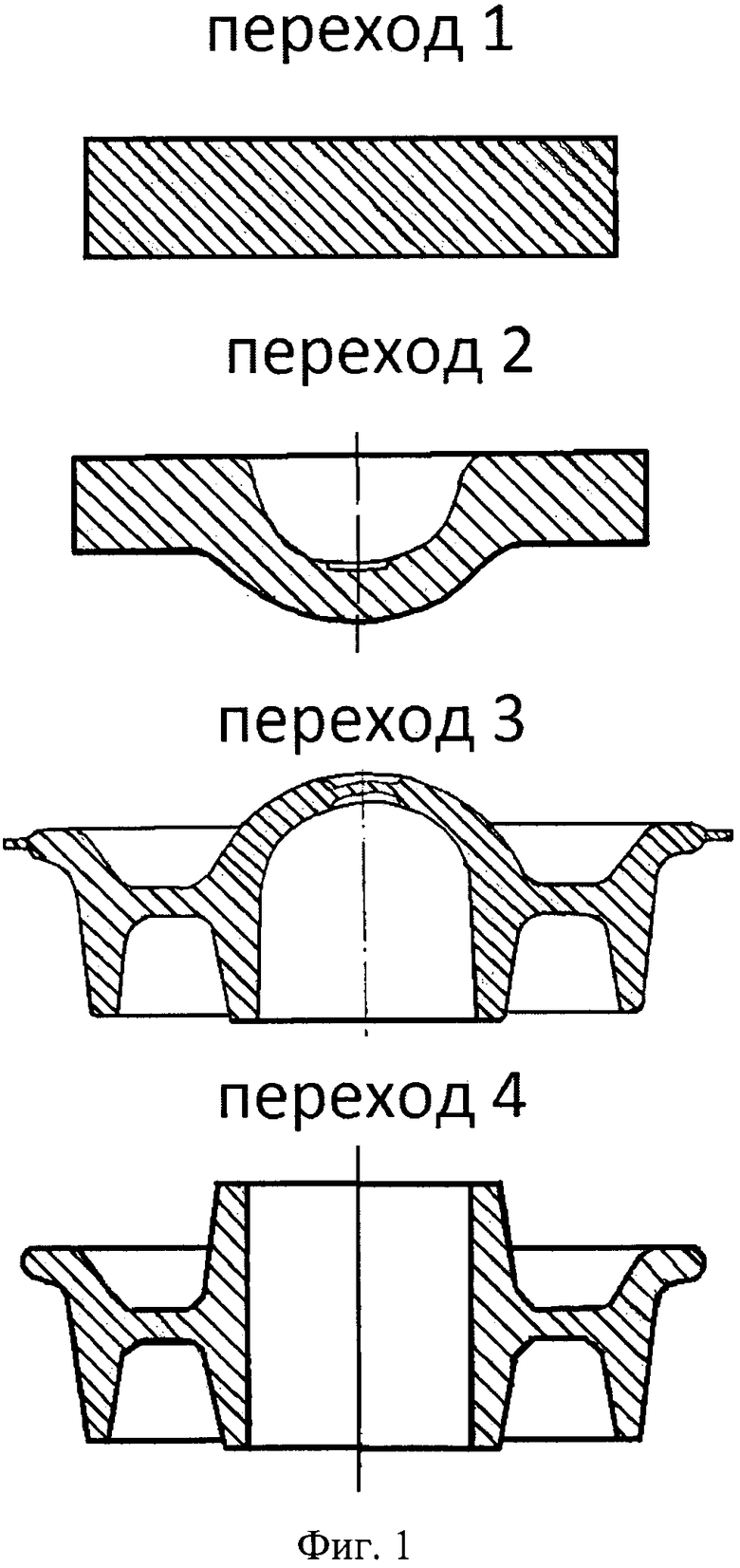
Способ штамповки поковок колес, включающий осадку заготовки плоскими плитами, штамповку и прошивку отверстия с одновременной обрезкой облоя, отличающийся тем, что после осадки осуществляют разгонку заготовки сферическим пуансоном, штамповку осуществляют с кручением заготовки вращающимся инструментом, при этом производят формование осадкой одной половины ступицы колеса в форме сферической оболочки с расположенной в центре наметкой под прошивку отверстия, а при прошивке осуществляют окончательную формовку ступицы путем отбортовки ее половины в виде сферической оболочки, образованной при штамповке с кручением.
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 1993 |
|
RU2042467C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕС | 2000 |
|
RU2183148C2 |
| Способ формовки деталей (его варианты) | 1984 |
|
SU1212682A1 |
| US 4528734 A1, 16.07.1985 | |||
| JP 61078529 A, 22.04.1986 | |||

