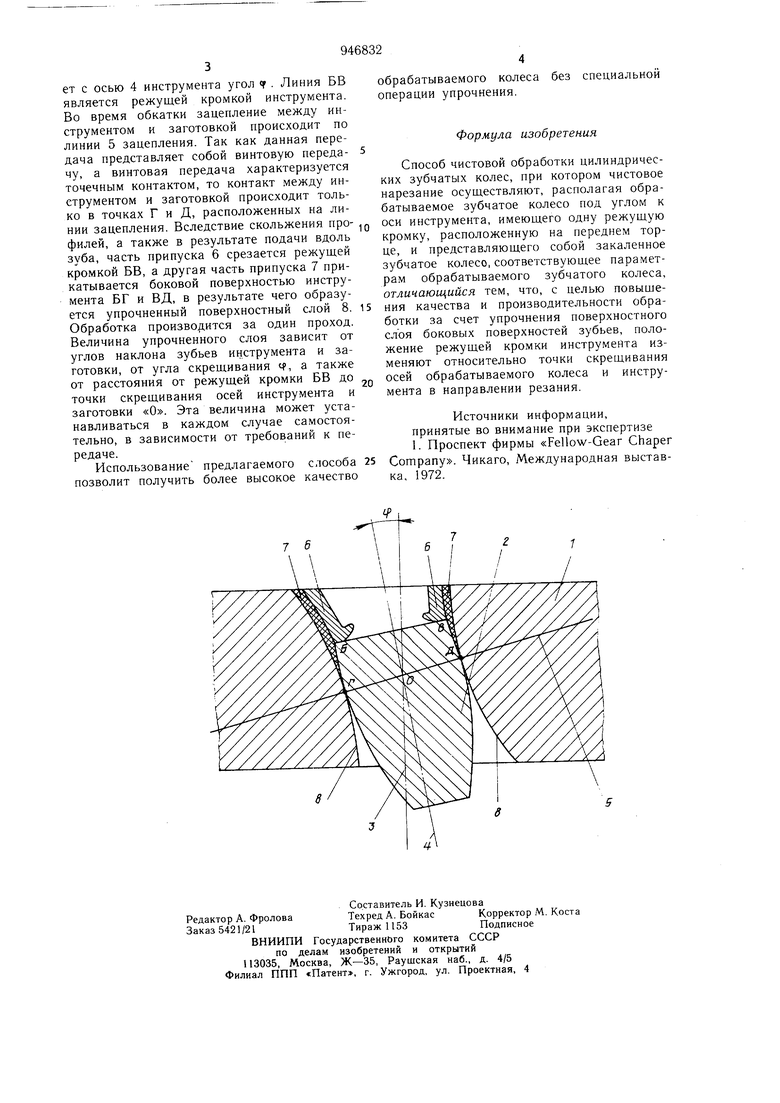
(54) СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТБ1Х КОЛЕС Изобретение относится к машиностроению и может быть использовано при централизованном производстве зубчатых колес. Известен метод чистовой обработки цилиндрических зубчатых колес, по которому обработка производится методом обката. Обрабатываемое зубчатое колесо кинематически связано с дисковым инструментом, выполненным в виде эталонного зубчатого колеса с затылованной боковой поверхностью зуба. Обработка производится на скрещивающихся осях изделия и инструмента, благодаря чему возникает скольжение двух сопряженных .профилей в направлении образующей профиля зуба. Режущая кромка инструмента, расположенная на его переднем торце, скользит вдоль образующей профиля зуба со скоростью резания. Движение обката в сочетании с подачей вдоль зуба образуют поверхность изделия. Активный процесс резания и геометрия инструмента обеспечивают съем припуска, превыщающий припуск под щевингование более че.м в 3 раза. Обработка производится за один про.ход. Резание ocynuoriiляется при жестки.х киыематически.х между инструментом и изделием, что исключает влияние ис.ходной точности .iaготовки на точность обработки 1. Недостатком известного способ.ч яи,1яется то, что наличие задних углов инструмента требует периодической подна.1,1.1ки станка для обеспечения стабильной точ ности обрабатываемого изделия. Цель изобретения - повышение качества и производительности чистовой обработки зубчатых колес за счет yripo4neii)iH поверхностного слоя боковых поверхностей зубьев. Указанная цель достигается тем. что положение режущей кромки инструмента изменяют относительно точки скрещивания осей обрабатываемого колеса и инструмента в направлении резания. На чертеже приведена схема обработки цилиндрического зубчатого ко.еса. Обрабатываемое колесо 1 и инструмент 2 находятся в зацеплении и связаны кинематической цепью. Ось 3 заготовки составляет с осью 4 инструмента угол «f . Линия БВ является режущей кромкой инструмента. Во время обкатки зацепление между инструментом и заготовкой происходит по линии 5 зацепления. Так как данная передача представляет собой винтовую передачу, а винтовая передача характеризуется точечным контактом, то контакт между инструментом и заготовкой происходит только в точках Г и Д, расположенных на линии зацепления. Вследствие скольжения профилей, а также в результате подачи вдоль зуба, часть припуска 6 срезается режущей кромкой БВ, а другая часть припуска 7 прикатывается боковой поверхностью инструмента БГ и ВД, в результате чего образуется упрочненный поверхностный слой 8. Обработка производится за один проход. Величина упрочненного слоя зависит от углов наклона зубьев инструмента и заготовки, от угла скрещивания ч, а также от расстояния от режущей кромки БВ до точки скрещивания осей инструмента и заготовки «О. Эта величина может устанавливаться в каждом случае самостоятельно, в зависимости от требований к передаче.
Использование предлагаемого способа позволит получить более высокое качество
обрабатываемого колеса без специальной операции упрочнения.
Формула изобретения
Способ чистовой обработки цилиндрических зубчатых колес, при котором чистовое нарезание осуществляют, располагая обрабатываемое зубчатое колесо под углом к оси инструмента, имеющего одну режущую кромку, расположенную на переднем торце, и представляющего собой закаленное зубчатое колесо, соответствующее параметрам обрабатываемого зубчатого колеса, отличающийся тем, что, с целью повыщения качества и производительности обработки за счет упрочнения поверхностного слоя боковых поверхностей зубьев, положение режущей кромки инструмента изменяют относительно точки скрещивания осей обрабатываемого колеса и инструмента в направлении резания.
Источники информации, принятые во внимание при экспертизе 1. Проспект фирмы «Fellow-Gear Chaper Company. Чикаго, Международная выставка, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ чистовой обработки цилиндрических зубчатых колес | 1986 |
|
SU1419833A1 |
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2446923C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ЧИСТОВОЙ ОБРАБОТКИ ЗУБЧАТЫХ ДЕТАЛЕЙ | 2014 |
|
RU2602576C2 |
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2013 |
|
RU2539281C1 |
| СПОСОБ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС ШЕВИНГОВАНИЕМ-ПРИКАТЫВАНИЕМ | 2011 |
|
RU2479389C1 |
| АБРАЗИВНО-АЛМАЗНЫЙ ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОКОНТАКТНОГО ЗУБОХОНИНГОВАНИЯ С ИМПРЕГНАТОРОМ | 2004 |
|
RU2273551C1 |
| СПОСОБ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС ШЕВИНГОВАНИЕМ-ПРИКАТЫВАНИЕМ | 2008 |
|
RU2369469C1 |
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2006 |
|
RU2314183C1 |
| АБРАЗИВНО-АЛМАЗНЫЙ ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 2003 |
|
RU2231427C1 |
| Способ обработки зубьев зубчатых колес дисковым лезвийным инструментом | 2021 |
|
RU2763831C1 |
