(54) УСТАНОВКА ДЛЯ СТОПИРОВАНИЯ И ПОДАЧИ
СУШИЛЬНЫХ РАМОК В АВТОМАТ-УКЛАДЧИК
КЕРАМИЧЕСКИХ ИЗДЕЛИЙ
1
Изобретение относится к производству керамических изделий и может найти применение в промышленности строительных материалов в составе автоматов-укладчиков кирпича или дренажных труб.
Известна установка для стопирования 5 и подачи сушильных рамок в автомат-укладчик, содержашая раму, накопитель рамок, каретку с захватом, перемещаемую по рельсовому пути выше накопителя, а также сушильную вагонетку, устанавли- ,Q Баемую на поворотную платформу 1.
Однако в этой установке не предусмотрено средство для стопирования рамок. Сушильные рамки перемещаются при помощи поворотной вилки в свободно подвешенном состоянии, что приводит к смеше- 15 нию их во время транспортировки и потере ориентации.
Наиболее близким техническим решением к предлагаемому является установка для стопирования и подачи сушильных 2о рамок в автомат укладчик керамических изделий, содержащая раму, накопитель рамок с подъемно-поворотными створками и консольным подъемником, каретку с захвато.м, перемещаемую по рельсовому пути выше накопителя и сушильную вагонетку, устанавливаемую на поворотную платформу 2.
Недостатком этой установки является отсутствие возможности образования единой стопы из двух Или более рамок на кждой из полок сушильной вагонетки. В данной установке, например, из двух рамок образуются только две стопы.
Цель изобретения - расширение технологических возможностей установки путем образования единой стопы из рамок на каждой полке сушильной вагонетки.
Поставленная цель достигается тем, что установка для стопирования и подачи суШильных рамок в автомат-укладчик керамических изделий, содержащая раму, накопитель рамок с подъемно-поворотными створками и консольным подъемником, каретку с захватом, перемещаемую по рельсовому пути выше накопителя, и сушильную вагонетку, устанавливаемую на поворотную платформу, снабжена горизонтальным реечным толкателем, а консоли подъемника выполнены ступенчатыми, при этом реечный толкатель расположен выше зоны действия подъемно-поворотных створок и консолей подъемника, но на одной с ними геометрической оси.
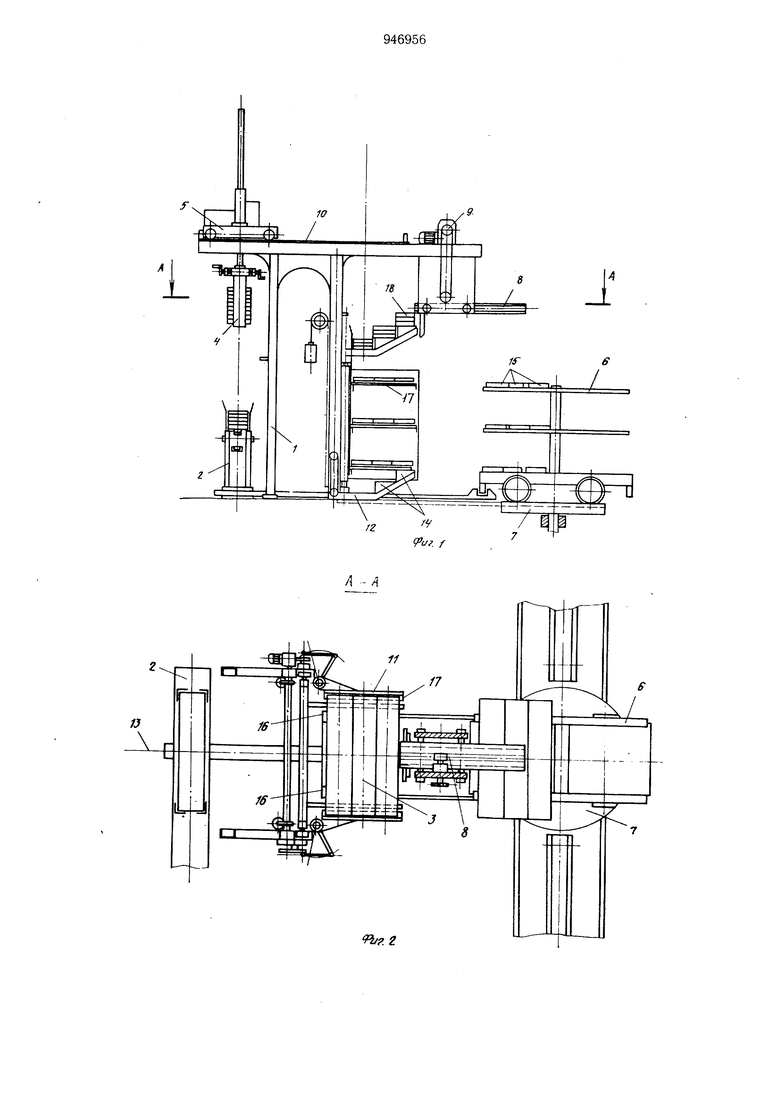
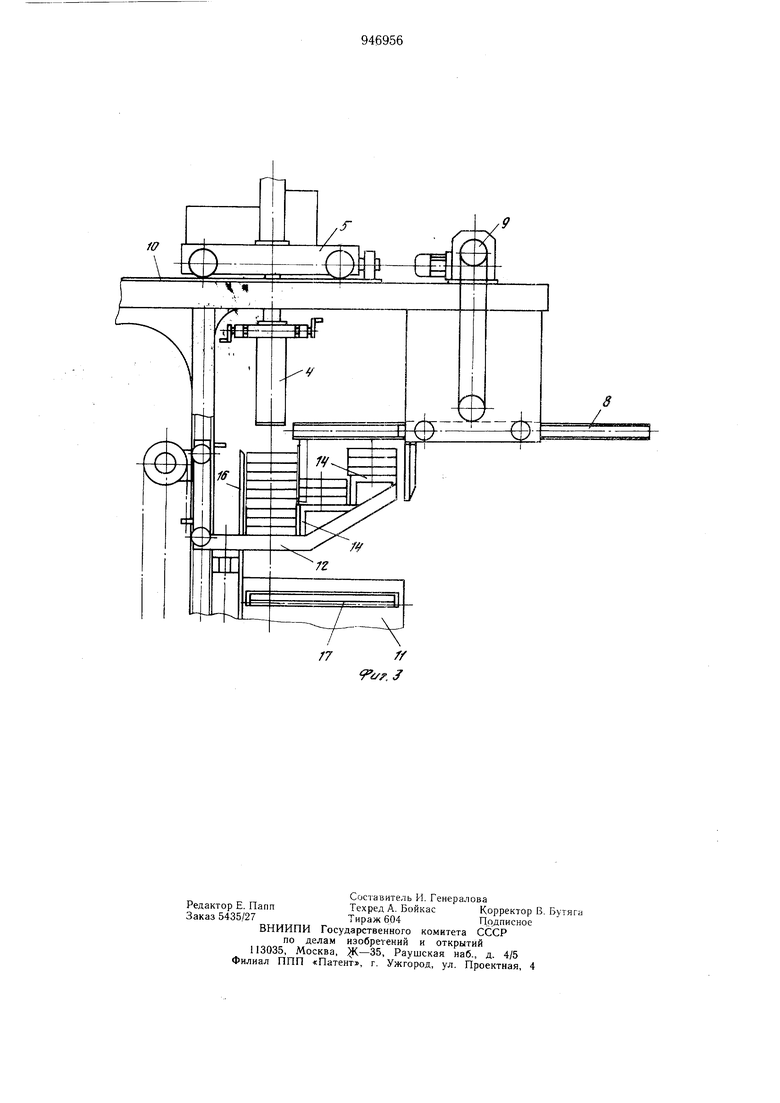
На фиг. 1 показана установка, вид сбоку и расположение ее относительно автомата-укладчика; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - схема работы реечного толкателя.
Установка состоит из рамы 1, смонтированной вблизи автомата-укладчика 2 керамических изделий, накопителя 3 рамок, грейферного захвата 4, подвешенного на каретке 5, сушильной вагонетки 6, устанавливаемой на поворотную платформу 7, и реечного толкателя 8 са своим приводом 9. Каретка 5 смонтирована на рельсовом пути 10.
Реечный толкатель 8 смонтирован в горизонтальной плоскости выше зоны действия подъемно-поворотных створок 11 и консолей подъемника 1, но на одной с ними геометрической оси 13.
Консоли подъемника 12 выполнены ступенчатыми. Количество ступенек 14 соответствует количеству сушильных рамок 15, уложенных на каждой из полок сушильной вагонетки 6, без одной. На раме 1 установлены вертикальные упоры 16.
Установка работает следуюшим образом.
Сушильная вагонетка 6 с рамками 15 на ее полках (на чертежах их количество три) подается на поворотную платформу 7. Поскольку вагонетка проходит какой-то определенный -транспортный путь, то, естественно, сушильные рамки 15 подвергаются смешению (как это показано на фиг. 1).
При накатывании одной стороны вагонетки 6 в зону накопителя 3, рамки сдвигаются на полках к середине вагонетки, так как рамки упираются в вертикальные упоры 16, установленные на пути дгшжения рамок.
Закрываются и приподни.маются створки 11. При этом все рамки одной стороны вагонетки выравниваются с боковых сторон и приподнимаются над полками, вагонетки выкатываются из зоны накопителя 3 на поворотную платформу 7.
Вагонетка 6 поворачивается на угол 180° для последуюш,ей разгрузки с нее рамок второй стороны.
Рамки первой стороны вагонетки 6 в зоне накопителя 3 остаются уложенными на упорах 17 створок 11, их положение строго ориентировано как в поперечном, так и в продольном по оси 13 направлении.
Срабатывает на подъем подъемник 12, консоли которого своими ступеньками 14 подхватывают снизу сушильные рамки и, двигаясь вверх, суммируют их в стопки 18. При этом на каждой ступеньке образуется
отдельная стопка (на фиг. 1 их показано три, изображены тонкими линиями).
Получает импульс привод 9, толкатель 8 сдвигает стопки 18 друг на друга, начиная с самой верхней и кончая предпоследней стопкой. Нижняя стопка остается на своем месте, где она суммируется на консолях подъемника 12 (на фиг. 3 показано тонкими -лнниями).
Статики оказываются уложенными друг на яруга, образуя е;хиную стопу. Толкатель 8 возвращается в исходное положение.
На стопу опускается грейферный захват 4, перемещаюший ее с помошью каретки 5 Б приемное устройство автоматаукладчика 2 керамических изделий.
Створки 11 раскрываются и опускаются, а консольный подъемник 12 опускается в нижнее положение.
Установка приходит а исходное положение, готовая к повторению описанного цикла с рамками другой стороны сушильной вагонетки.
Установка позволяет автоматизировать подачу сушильных рамок в авто.ат-укладчик керамических изделий, например, кирпича или дренажных труб, когда число оамок на каждой полхе сушильной вагонетки не совпадает с числом стоп, необходимых для подачи в автомат-укладчик. В частности, с помошью предлагаемой установки возможно образование единой стопы сушильных рамок в случае, если их количество на каждой полке сушильной вагонетки два или более Последнее обстоятельство расширяет техколог.чческие воз.можности установки.
Формула изобретения
Установка для стопирования и юдачи сушильных рамок в автомат-укладчик керамических изделий, содержашая раму, накогштель рамок с подъемно-поворотными створками и консольным подъемником, каретку с захватом, перемешаемую по рельсовому пути выше накопителя, и сушильную вагонетку устанавливаемую на поворотную платформу, отличающаяся тем, что с целью расширения технологических возможностей путем образования единой стопы из рамок на каждой по.лке сушильной вагонетки, установка снабжена горизонтальным реечным толкателем, а :;онсоли подъемника выполнены ступенчатыА1и, при этом реечный толкатель расположен выше зоны действия подъемно-поворот -:ых створок и консолей подъемника, но ,ia одной с ними геометрической оси.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР JVo 435118, кл. В 28 В 15/00, 1973.
2.Авторское свидетельство СССР по заявке MO 2768509/29-33, кл. В 28 В 13,/00, 1980.

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для стопирования и подачиСушильНыХ PAMOK B ABTOMAT-уКлАдчиККЕРАМичЕСКиХ издЕлий | 1979 |
|
SU808319A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ФОРМОВКИ И СУШКИ КЕРАМИЧЕСКОГО КИРПИЧА ПЛАСТИЧЕСКОГО ФОРМОВАНИЯ | 2013 |
|
RU2534283C2 |
| Устройство для съема рамок с сушильной вагонетки и подачи в автомат-укладчик керамических изделий | 1986 |
|
SU1344608A1 |
| Установка для стопирования и подачи сушильных рамок | 1987 |
|
SU1533861A1 |
| Поточная линия | 1975 |
|
SU590142A1 |
| Установка для съема рамок с сушильной вагонетки и подачи в автомат-укладчик керамических изделий | 1982 |
|
SU1159786A1 |
| Автомат-разгрузчик изделий с сушильной вагонетки | 1982 |
|
SU1033336A1 |
| Установка для укладки керамических изделий на печную вагонетку | 1977 |
|
SU742145A1 |
| Поточная линия для производства дренажных раструбных труб | 1983 |
|
SU1079456A1 |
| Поточная линия для производства керамических труб | 1977 |
|
SU737218A1 |