(54) ПОДВЕСКА ДЛЯ ГАЛЬВАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ С ГОЛОВКОЙ ТИПА БОЛТОВ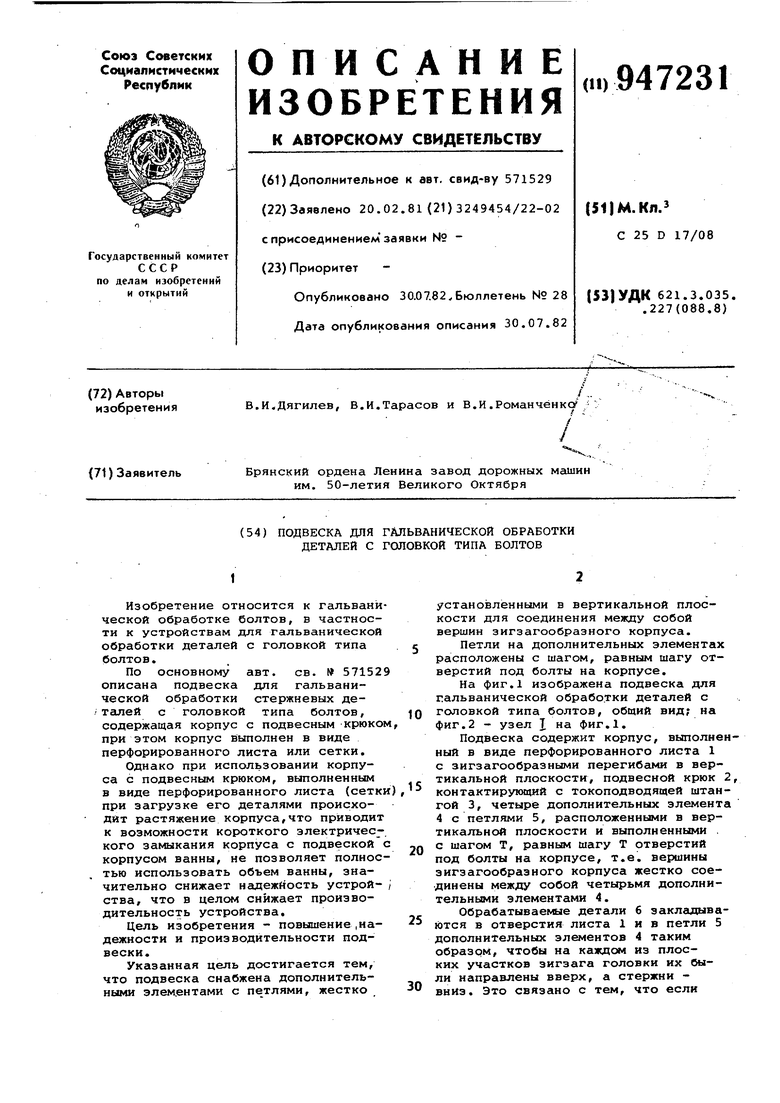
| название | год | авторы | номер документа |
|---|---|---|---|
| Подвеска для гальванической обработки стержневых деталей с головкой типа болтов | 1974 |
|
SU571529A1 |
| Подвеска для гальваническойОбРАбОТКи дЕТАлЕй C гОлОВКОй ТипАбОлТОВ | 1980 |
|
SU831879A2 |
| Подвеска для локальной гальванической обработки стержневых деталей с головкой типа болтов | 1985 |
|
SU1310457A1 |
| Устройство для гальванической обработки деталей | 1989 |
|
SU1730213A1 |
| Подвеска для гальванической обработки деталей типа болтов | 1985 |
|
SU1258893A1 |
| Подвеска для гальванической обработки деталей | 1990 |
|
SU1726569A1 |
| Способ электрохимической обработки ферромагнитных деталей и подвеска для установки ферромагнитных деталей | 1988 |
|
SU1608252A1 |
| ДЕРЖАТЕЛЬ ДЛЯ АНОДОВ ИЛИ ПОКРЫВАЕМЫХ ИЗДЕЛИЙ | 2022 |
|
RU2804026C1 |
| Подвеска для гальванической обработки деталей | 1985 |
|
SU1281607A1 |
| Автоматическая линия для химической обработки деталей | 1974 |
|
SU653199A1 |
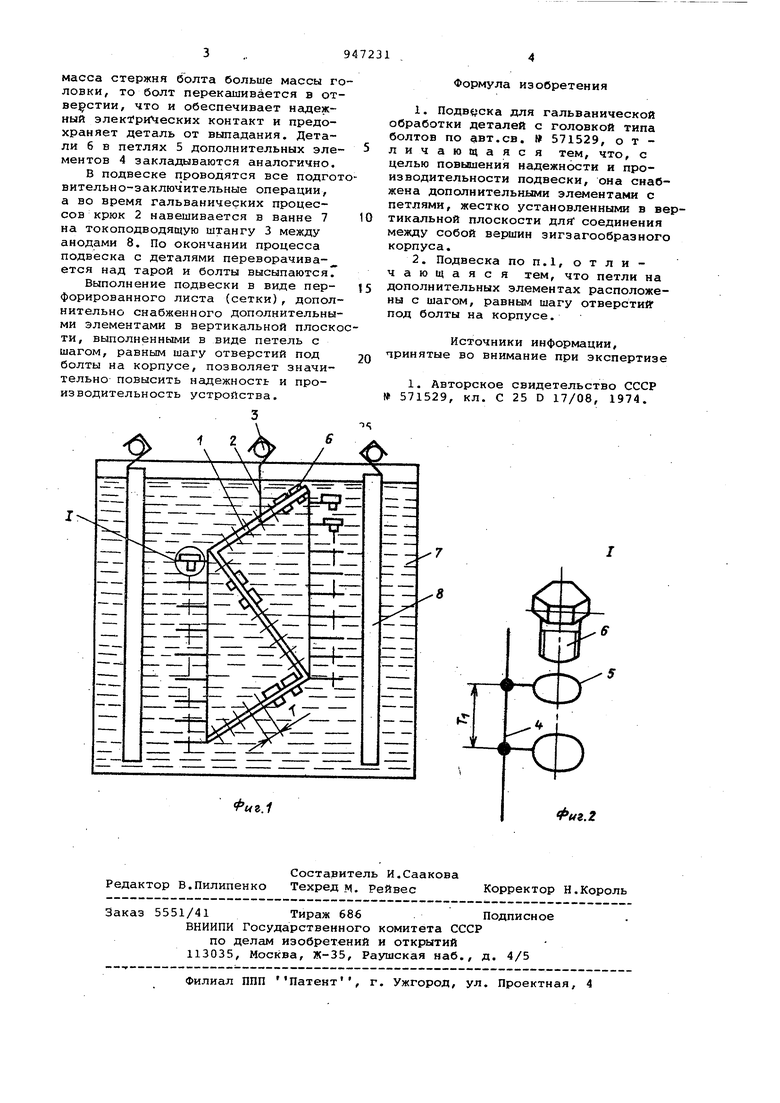
Изобретение относится к гальвани ческой обработке болтов, в частности к устройствам для гальванической обработки деталей с головкой типа болтов. По основному авт. св. № 57152 описана подвеска для гальванической обработки стержневых деталей с головкой типа болтов, содержащая корпус с подвесным крюко при этом корпус выполнен в виде перфорированного листа или сетки. Однако при использовании корпуса с подвесным крюком, выполненным в виде перфорированного листа (сетк при загрузке его деталями происходит растяжение корпуса,что приводи к возможности короткого электричес кого замыкания корпуса с подвеской корпусом ванны, не позволяет полнос тью использовать объем ванны, значительно снижает надежность устройства, что в целом снижает производительность устройства. Цель изобретения - повышение.надежности и производительности подвески. Указанная цель достигается тем, что подвеска снабжена дополнительными элекентами с петлями, жестко установленными в вертикальной плоскости для соединения между собой вершин зигзагообразного корпуса. Петли на дополнительных элементах расположены с шагом, равным шагу отверстий под болты на корпусе. На фиг.1 изображена подвеска для гальванической обработки деталей с головкой типа болтов, общий вид; на фиг.2 - узел X на фиг.1. Подвеска содержит корпус, выполненный в виде перфорированного листа 1 с зигзагообразными перегибами в вертикальной плоскости, подвесной крюк 2, контактирующий с токоподводящей штангой 3, четыре дополнительных элемента 4 с петлями 5, расположенными в вертикальной плоскости и выполненными . с шагом Т, равным шагу Т отверстий под болты на корпусе, т.е. вершины зигзагообразного корпуса жестко соединены между собой четырьмя дополнительными элементами 4. Обрабатываемые детали б закладываются в отверстия листа 1 и в петли 5 дополнительных элементов 4 таким образдм, чтобы на каждом из плоских участков зигзага головки их были направлены вверх, а стержни вниз. Это связано с тем, что если
