I
Изобретение отиосктся к гальванической обработке изделий в электролитах с низкой рассеивающей способностью, в частности к устройствам, например, для хромирования стержневых деталей с головкой.
По основному авт. св. № 571529 известна подвеска для гальванической обработки деталей стерлсневых деталей с головкой типа болтов, содержащая корпус с подвесным крюком, выполненный в виде, перфорированного листа с зигзагообразными перегибами в вертикальной плоскости Г. 1J.
Однако такая конструкция подвески предназначена для обработки всей поверхности стерл;невых деталей с головкой типа болтов и не может обеспечить заицг.у от покрытия самого стержня, что ведет к появлениютвердой поверхностной пленки и большей трудоемкости при двогьнейшей механической обработке или других видах обработки.
Цель изобретения - обеспечение покрытия головки деталей без покрытия стержня в электролите сослабой рассеивающей способностью и расширения номенклатуры обрабатываемых изделий.
Поставленная цель достигается тем, что подвеска снабжена дополнительными экранами в виде участков листов с зигзагообразными перегибами в вертикальной плоскости, установленнь ми параллельно корпусу.
Кроме того, она снабжена сменнь ми втулкаьфс, расположенньми в узлах крепления между листами.
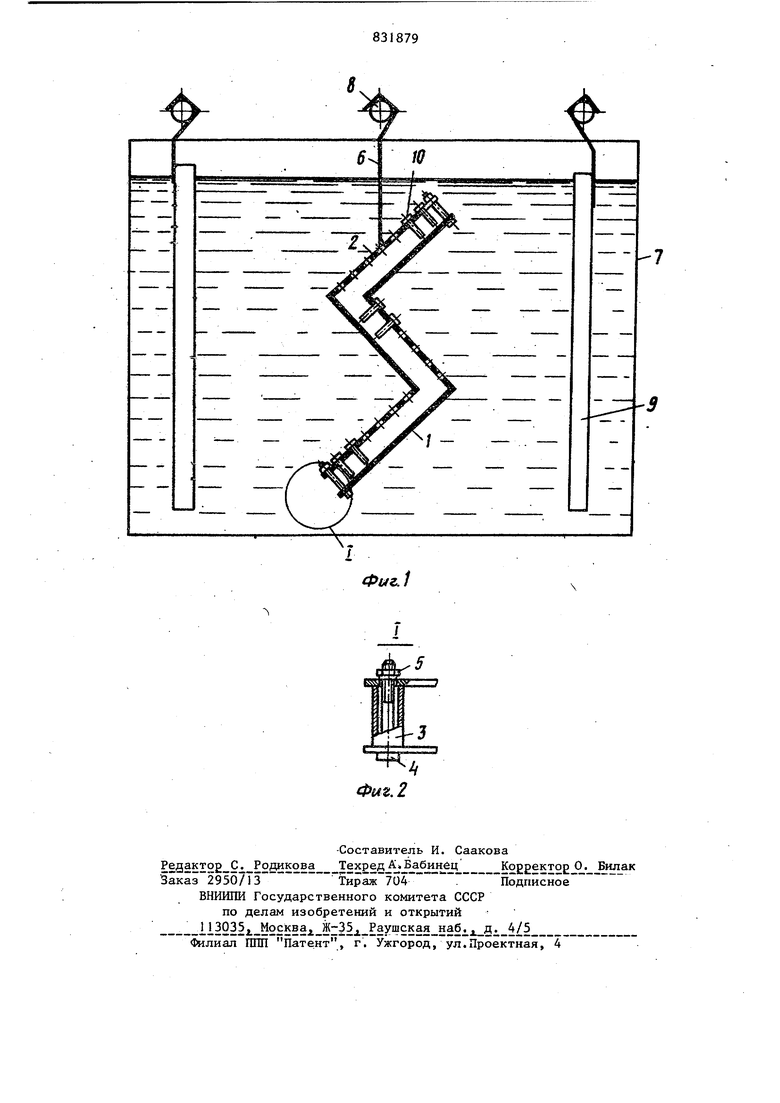
На фиг. 1 изображена предлагаемая подвеска для гальванической обработки стержневых деталей с головкой типа болтов в электролите со слабой рассеивающей способностью, общий вид; на фиг. 2 - узел 1 крепления со сменной втулкой на фиг. 1. Подвеска содержит корпус коробчатой формы, выполненный из двух
3
параллельных перфорированных листов I и 2 с зигзагообразными перегибами в вертикальной плоскости, расстояние между которыми равно длине стерж ня обрабатываемой детали, что фиксируется в нужном положении сменной втулкой 3, стяжным болтом 4 и гайкой 5, подвесной крюк 6, который во время гальванических процессов навешивае- ся в ванне 7 на токоподводящую штангу 8 мевду анодами 9.
Обрабатываемая деталь 10 закладывается в отверстия корпуса подвески таким образом, чтобы головки обрабатываемых деталей в подвеске были направлены вверх, а стержни вниз. Отверстия выполнены на двух плоских параллельных участках листа 2, а на листе I - на участке, перпендикулярном этим плоскостям. Так как масса стержня болта больше массы головки, то болт в отверстии перекашивается, что обеспечивает надежный электрический контакт и предохраняет деталь от выпадания. Детали в подвеске проходят все подготовительоше и заключительные операции, а по окончании процесса подвеска с деталями переворачивается над тарой, и детали высыпаются.
Применение подвески в виде коробчатой формы дает возможность обрабатывать стержневые детали с головкой различ ных типоразмеров и эко18794
номичио использовать анодный материал а также устраняет необходимость индивидуальной защиты при локальной обработке деталей в электролите оо слабой рассеивающей способностью.
Формула изобретения
1.Подвеска для гальванической обработки деталей с головкой типа, болтов по авт. св. № 571529,
о т ли ч ающая с я тем, что, с целью обеспечения покрытия головки деталей без покрытия стержня в эл ектролите со слабой рассеивающей способностью, она снабжена дополнительными экранами в виде участков листов с зигзагообразными перегибами в вертикальной плоскости, установленными параллельно корпусу.
2.Подвеска по п. 1, отличающая с -я тем, что, с целью
расширения- номенклатуры . обрабатываемых изделий путем регулировки расстояния между листами, она снабжена сменными втулками, расположенными в узлах крепления между листами..
Источники Информации, принятые во внимание при экспертизе
1, Авторское свидетельство СССР fr 571529, кл. С 25 D 17/08, 1974.
Фиг.1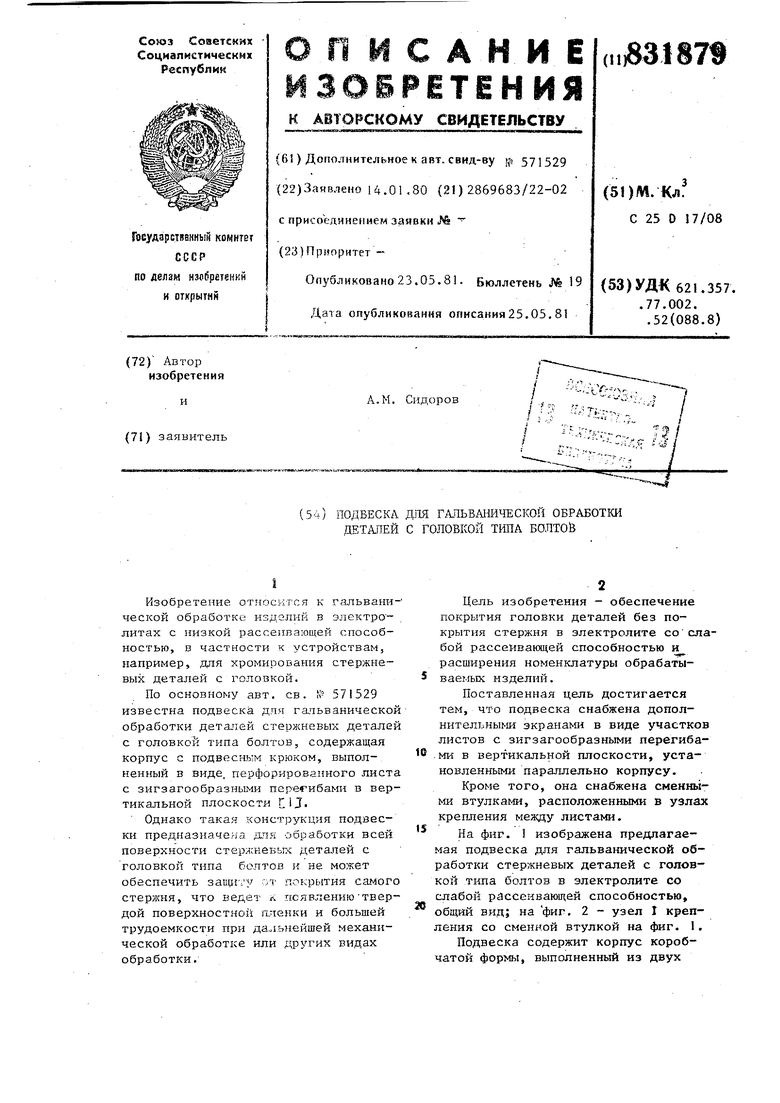
| название | год | авторы | номер документа |
|---|---|---|---|
| Подвеска для гальванической обработки стержневых деталей с головкой типа болтов | 1974 |
|
SU571529A1 |
| Подвеска для гальванической обработки деталей с головкой типа болтов | 1981 |
|
SU947231A2 |
| Подвеска для локальной гальванической обработки стержневых деталей с головкой типа болтов | 1985 |
|
SU1310457A1 |
| Устройство для гальванической обработки деталей | 1989 |
|
SU1730213A1 |
| Подвеска для гальванической обработки деталей | 1990 |
|
SU1726569A1 |
| Подвеска для гальванической обработки деталей с отверстиями | 1986 |
|
SU1388466A2 |
| Подвеска для гальванической обработки деталей типа болтов | 1985 |
|
SU1258893A1 |
| Подвеска для гальванической обработки деталей | 1983 |
|
SU1113430A1 |
| Способ электрохимической обработки ферромагнитных деталей и подвеска для установки ферромагнитных деталей | 1988 |
|
SU1608252A1 |
| Подвеска для гальванической обработки деталей | 1985 |
|
SU1281607A1 |