сл
с
| название | год | авторы | номер документа |
|---|---|---|---|
| Подвеска для гальванической обработки деталей | 1985 |
|
SU1281607A1 |
| Подвеска для нанесения гальванических покрытий | 1990 |
|
SU1770462A1 |
| Подвеска для гальванической обработки деталей | 1987 |
|
SU1475990A1 |
| Подвеска для гальванической обработки деталей | 1988 |
|
SU1588812A1 |
| Подвеска для обработки плоских деталей | 1975 |
|
SU579351A1 |
| ПОДВЕСКА ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ | 1992 |
|
RU2072001C1 |
| Подвеска для гальванической обработки деталей | 1986 |
|
SU1447938A1 |
| ГАЛЬВАНИЧЕСКИЙ БАРАБАН ДЛЯ ОБРАБОТКИ КРУПНЫХ И МЕЛКИХ ДЕТАЛЕЙ И ПАРТИЙ | 1990 |
|
RU2029800C1 |
| Установка для сварки | 1984 |
|
SU1166953A1 |
| Подвеска для обработки полых изделий | 1981 |
|
SU981460A1 |
Использование: для электрохимической обработки изделий, в частности для гальванической обработки стержневых деталей с головкой типа болтов. Сущность изобретения: подвеска содержит раму в виде параллельно скрепленных перфорированных листов, токоподводящее устройство, механизм крепления деталей в виде упругих металлических лент с лепестками, расположенными на эластичных трубчатых упорах, скрепленных с рамой. Кроме того, механизм крепления деталей снабжен эксцентричными валами с рычагами и ручками, причем концы рычагов связаны жесткими тягами, а ручки установлены с возможностью взаимодействия в крайних положениях с фиксаторами. 4 ил.
Изобретение относится к технике гальванической обработки металлов, в частности к подвесным приспособлениям для гальванической обработки стержневых деталей с головкой типа болтов.
Известна подвеска для гальванической обработки деталей с головкой типа болтов, содержащая раму, выполненную в виде параллельно скрепленных перфорированных листов с зигзагообразными перегибами в вертикальной плоскости, и скрепленное с рамой токоподводящее устройство.
Качество гальванической обработки деталей с использованием известной подвески в большей степени зависит от надежности электрического контакта деталей с рамой, которая, в свою очередь, зависит от массы и конфигурации деталей. Например, трудно обеспечить высокое качество гальванической обработки деталей,
имеющих большую площадь обрабатываемой поверхности и одновременно незначительную массу.
Цель изобретения - повышение качества гальванообработки путем обеспечения надежного токоподвода к деталям.
Поставленная цель достигается тем, что в подвеске, содержащей раму, выполненную в виде параллельно скрепленных перфорированных листов, и токоподводящее устройство, рама снабжена механизмом закрепления деталей, эластичными трубчатыми упорами, упругими металлическими лентами с лепестками, расположенными на эластичных трубчатых упорах, установленных на раме, при этом механизм закрепления деталей выполнен в виде эксцентричных валов с рычагами, жесткой тяги, связанной с концами рычагов, фиксаторов и поворотных ручек, установленных с
VJ
ю сл
Os Ю
возможностью взаимодействия в крайних положениях с фиксаторами.
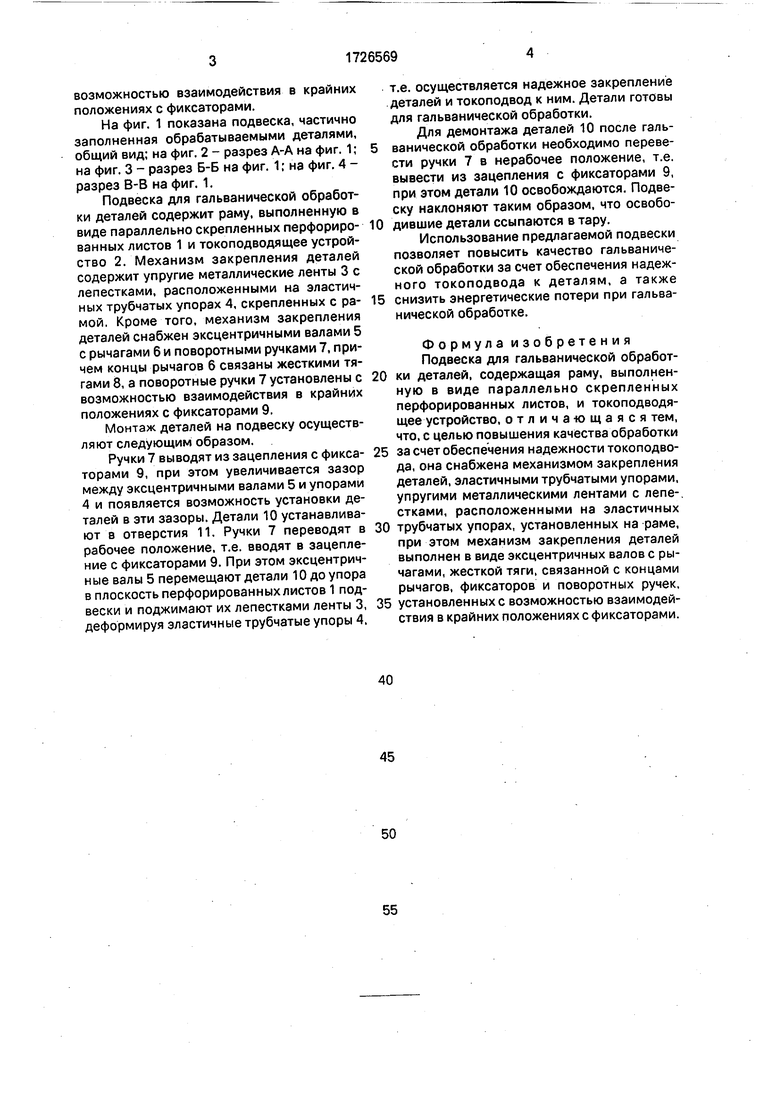
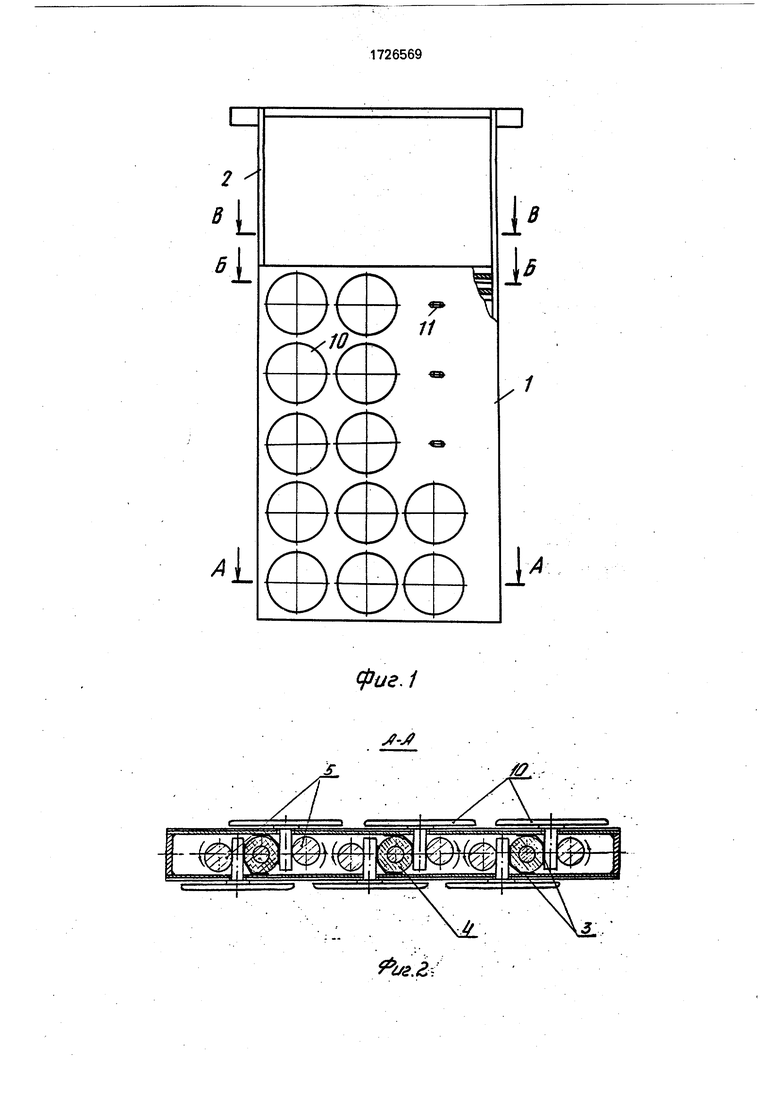
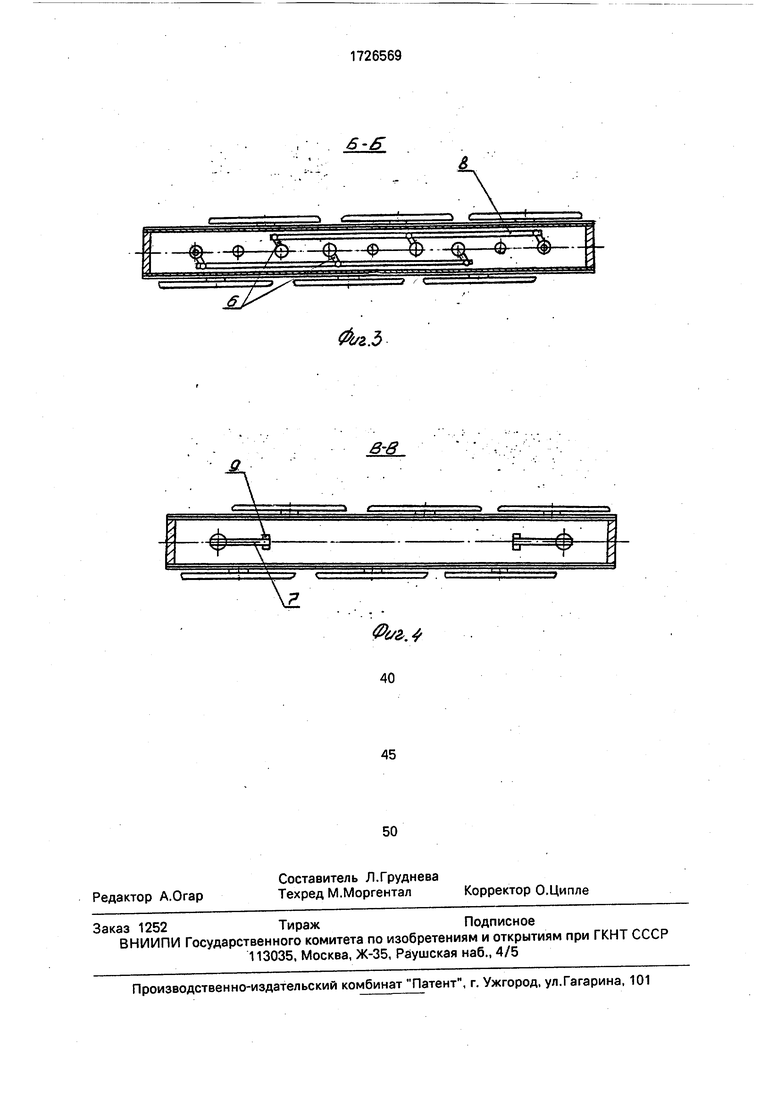
На фиг. 1 показана подвеска, частично заполненная обрабатываемыми деталями, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1.
Подвеска для гальванической обработки деталей содержит раму, выполненную в виде параллельно скрепленных перфорированных листов 1 и токоподводящее устройство 2. Механизм закрепления деталей содержит упругие металлические ленты 3 с лепестками, расположенными на эластичных трубчатых упорах 4, скрепленных с рамой. Кроме того, механизм закрепления деталей снабжен эксцентричными валами 5 с рычагами 6 и поворотными ручками 7, причем концы рычагов 6 связаны жесткими тягами 8, а поворотные ручки 7 установлены с возможностью взаимодействия в крайних положениях с фиксаторами 9.
Монтаж деталей на подвеску осуществляют следующим образом.
Ручки 7 выводят из зацепления с фиксаторами 9, при этом увеличивается зазор между эксцентричными валами 5 и упорами 4 и появляется возможность установки деталей в эти зазоры. Детали 10 устанавливают в отверстия 11, Ручки 7 переводят в рабочее положение, т.е. вводят в зацепление с фиксаторами 9. При этом эксцентричные валы 5 перемещают детали 10 до упора в плоскость перфорированных листов 1 подвески и поджимают их лепестками ленты 3, деформируя эластичные трубчатые упоры 4,
0
5
т.е. осуществляется надежное закрепление деталей и токоподвод к ним. Детали готовы для гальванической обработки.
Для демонтажа деталей 10 после гальванической обработки необходимо перевести ручки 7 в нерабочее положение, т.е. вывести из зацепления с фиксаторами 9, при этом детали 10 освобождаются. Подвеску наклоняют таким образом, что освободившие детали ссыпаются в тару.
Использование предлагаемой подвески позволяет повысить качество гальванической обработки за счет обеспечения надежного токоподвода к деталям, а также снизить энергетические потери при гальванической обработке.
Формула изобретения Подвеска для гальванической обработки деталей, содержащая раму, выполненную в виде параллельно скрепленных перфорированных листов, и токоподводящее устройство, отличающаяся тем, что, с целью повышения качества обработки
за счет обеспечения надежности токоподвода, она снабжена механизмом закрепления деталей, эластичными трубчатыми упорами, упругими металлическими лентами с лепе-. стками, расположенными на эластичных
трубчатых упорах, установленных на раме, при этом механизм закрепления деталей выполнен в виде эксцентричных валов с рычагами, жесткой тяги, связанной с концами рычагов, фиксаторов и поворотных ручек,
установленных с возможностью взаимодействия в крайних положениях с фиксаторами.
6999Ш
-ФГ-Фы.Ь
6-Б
Фш.4
| Подвеска для гальванической обработки стержневых деталей с головкой типа болтов | 1974 |
|
SU571529A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| ПРИБОР ДЛЯ ЗАПИСИ И ВОСПРОИЗВЕДЕНИЯ ЗВУКОВ | 1923 |
|
SU1974A1 |
| Подвеска для гальваническойОбРАбОТКи дЕТАлЕй C гОлОВКОй ТипАбОлТОВ | 1980 |
|
SU831879A2 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
