В производстве листового стекла методом вытягивания бесконочной
Лепты особые трудности предстапляет формование кромок ленты, то естг.
ее бортов. Прнснособлепия, применяемые для формог-апия кромок, долих111)1, с одной стороны, удерживая борты леиты, ирепятствовать ее суи;ению, с другой стороиы, обеспечить получение кромки, близкой по толи,)не к толнцпш леиты. Крючки, «притыки и клещевидные бортодержатеЛИ создают напряжения между кромками и полотном ленты п поэтому ухудн1ают условия ее формования, ограничивают скорость вытягивания лепты, а нри безлодочиом вытягивании приводят к большим потерям в
результате различной толицтны лепты.
Более целесообразными нрисиособлеииямп для формования борто ЯВЛЯЮТСЯ бортоформуюпд,ие ролики со специальпкм приводом. Последзтие, одиакО; не па1пл1 ; широкого ирименетшя вследст1И1е сложпости T;OIIс.тру1Л1,И11 и громоздкости, затрудняюи1,ей эксилуатацию и обслуичииаиио машин.
Описываемое устройство отличается от изр.естпых тем, что в по. лри генепы ролпки, которые смонтированы па трубе водяного ох.пая чопия
с возможностью продольпого перемен1,епия и. снабжены тормозш.лцг Ф рп к гцюппым и РОЛ 1гками.
Процесс формования лепты показывает, что борта, вследствие более 1ПГЗКОЙ температуры стекломассы у узких степ каггала, перемеи аются с скоростью, чем у средней части леитт г. Д.ля полученпя о;1,пт акоBoii толн1,ины .лоиты по всей ее гнириие иеремеи1,ение cтeклo jaccы у бортов доллпш чем-то нрпдерживаться (тормозиться). Это торможение при ло, очном вытягивании достигается главным образом сужеииед
ЛОДОЧКИ у бортов, при безлодочиом вытягиг апт и-бopтoдep кaтeля пI, экрапами и т. д. Из отого следует, что в иринуднтельпом вытягпванттп бортов нет никакой надобности, и механический привод для бортоформуюиуьх установок ие нужен.
л 94804- 2 -
Процесс формования бортов становится вполне управляемым, если вращение роликов не требует значительных усилий; необходимое растягивание бортов может быть достигнуто дополнительным торможением формую1цих борты роликов.
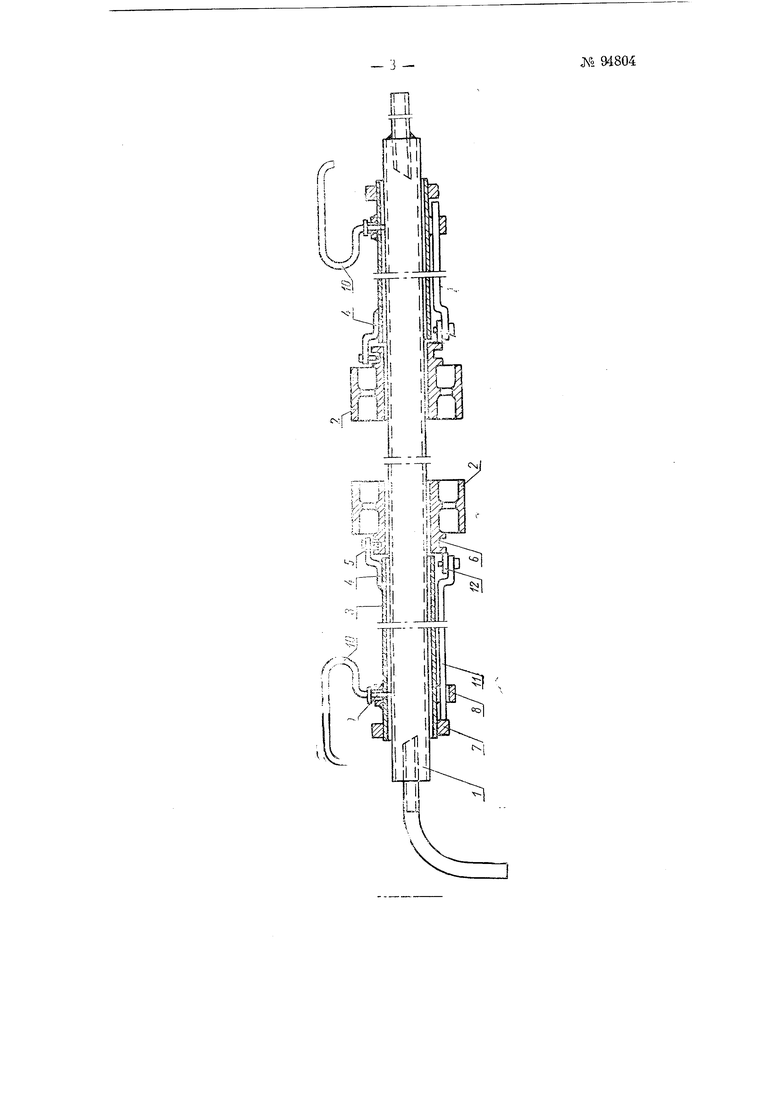
На чертеже изображена половина устройства.
На обычную газовую трубу 1, служащую прямоточным холодпльнпком машины вытяги шпия стекла, насажены два ролика 2 с иакатаитюй наружной поверхностью для увеличения трения между роликом н стекломассой. Ролики свободно jc легко вращаются и охлаждаются, чем и.редотвра1цается при.1ииание стекломассы к ролику.
Правая п левая (по чертежу) стороны устройства выполпепы одинаково, и поэтому рассматривается одна сторона, например, левая.
На трубу 1 С1юбодио надета труба 3, к виутреииему концу которой приварены несколько (в даниом примере три) лай 4, necynyix пальцы с роликами 5, входяп;ими в кольцевую канавку 6 ирилипа ролика 2. Наружпый конец трубы 3 парезан, и на иего павернута гайка 7.
На трубу 3 надеты два хомута 8, нрнваренные к трубе 3 по окружности. Каждый хомут имеет внизу утолщение, в котором вырезано сквозное прямоугольиое отверстие. Хомут, ближайнгий к гаЙ1-ее 7, имеет Bisepху прилив 9 со сквозным отверстием, снабженным резьбой. В отверстие ввернут конец изогнутого рычага 10. Когда рычаг ввернут до отказа, его конец нажимает па трубу 1 и предотвращает сдвиг по ией трубы 3 и ролика 2.
Для регулирования ширшты ленты стекла нужно кередвинуть ролик 2 но трубе 1; рычаг 10 отвертывается настолько, чтобы его конец отошел от трубы 3; трубу передвигают вместе с роликом 2 is иужиом иаправлении.
В штжние прямоугольные отверстия хомутов 8, как в направляющне, ВХОД1ГТ нланка 11. правый конец которой выгнут и снабжен вертикальной осью; на ось свободно надет фрикционный ролик 12, вращаю цийся 7i горизотгтальной плоскости и расположенный рядом с нриливом ролика 2. Левый коней; илаики И немного н оходит до гайки 7.
Если нужно затормозить растягивание борта ленты стекла, то есть умеиьпгить скорость враншния ролика 2, гайку 7 повертывают до соприкосновения с торцом илапки 11 и дальнейшим поворотом гайки прижимают фрикциоиный ролик 12 к приливу ролика 2. Чем больше сила, с которой ролик 12 ирижимается к приливу ролика 2, тем скорость вращепия ролика меиьше, и паоборот.
Предмет изобретения
Устройство для формования бортов вытягиваемой леиты стекла с помощью ролика, отличающееся тем, что ролики монтированы с возможностью продольного перемеп ;еиия ао трубе водяпогЬ охлан дення и снабжены тормозными фрикциоииьиги роликами.