Изобретение относится, к обработке металлов давлением и может быть использовано при изготовлении сосудов с двойными стенками и узкой горловиной типа термосов,криостатов и др. Наиболее близким к предлагаемому по технической сущности и достигаемому эффекту является способ изготовления сосудов с двойными стенками и узкой .горловиной из листовых заготовок, включающий операции вытяжки, раздачи и соединения по торцам вытянутых полых полуфабрикатов 1 .
Однако при использовании этого способа сосуды получаются низкого качества из-за большого количества сварных швов, не отвечают санитарногигиеническим требованиям, что объясняется наличием.во внутренней полости сварного шва, и для изготовления требуют много материала.
Це.пью изобретения является повышение качества, эксплуатационной надежности и экономии материала.
С этой целью при осуществлении способа изготовления сосудов с двойными стенками и узкой горловиной из листовых заготовок, включающего операции вытяжки, раздачи и соединения по торцам вытянутых полых полуфабрикатов, предварительно в центре одной из заготовок формуют отвод, собирают заготовки в пакет, располагая заготовку с отводом внизу, осуществляют вытяжку Пакета заготовок и после соединения полуфабриката по торцам подают изнутри давление до придания внутреннему
10 слою полуфабриката размеров внутренней полости готового сосуда, после чего срезают дно отвода, а раздачу полуфабриката осуществляют подачей давления одновременно в его
15 внутреннюю полость и в зазор между слоями.
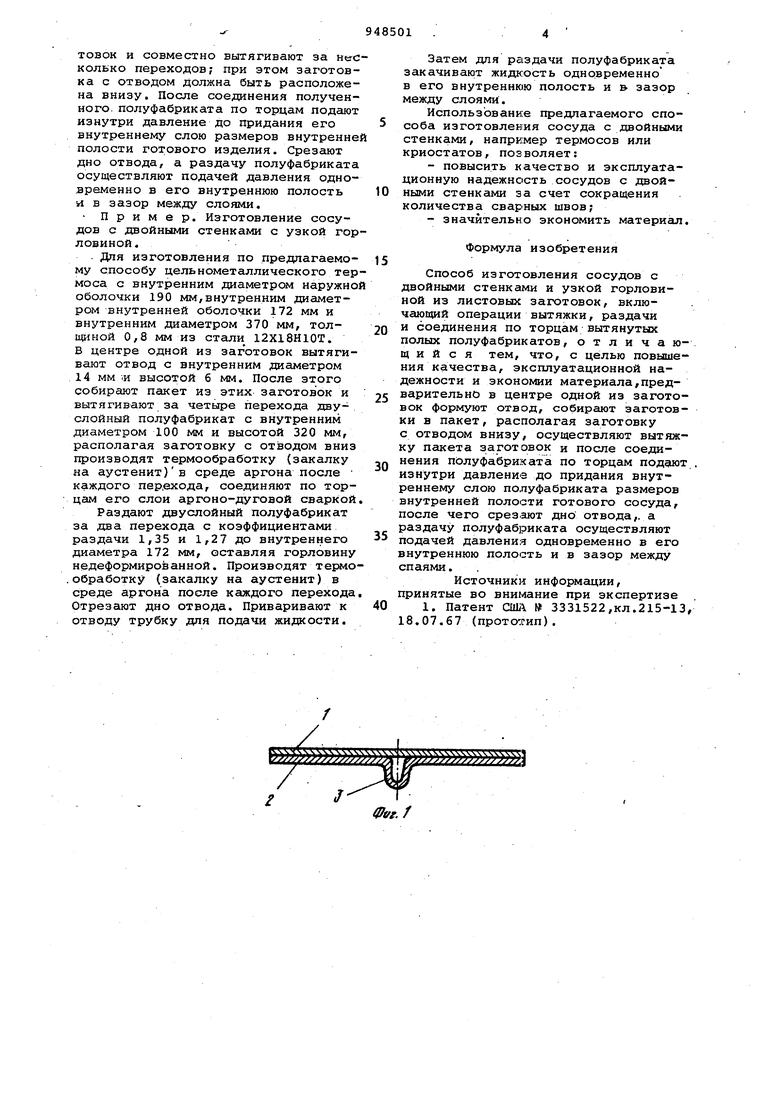
На фиг.1 дан разрез пакета заготовок; на фиг.2 - разрез полученного после вытяжки полуфабриката; на
20 фиг.З - разрез полуфабриката после раздачи его внутреннего слоя до размеров внутренней полости готового сосуда и обрезки дна отвода.; на фиг,4 - полученный сосуд с двойными
25 стенками в разрезе.
Для изготовления сосуда с Двойными стенками две заготовки 1 и 2 полируют по плоскости. После этого на заготовке 2 в центре формируют отвод 3. Собирают пакет из этих заготовок и совместно вытягивают за не-сколько переходов; при этом заготовка с отводом должна быть расположена внизу. После соединения полученного, полуфабриката по торцам подают изнутри давление до придания его внутреннему слою размеров внутренней полости готового изделия. Срезают дно отвода, а раздачу полуфабриката осуществляют подачей давления одновременно в его внутреннюю полость и в зазор между слоями. Пример. Изготовление сосудов с двойными стенками с узкой горловиной.
Для изготовления по предлагаемому способу цельнометаллического термоса с внутренним диаметром наружной оболочки 190 мм,внутренним диаметром внутренней оболочки 172 мм и внутренним диаметром 370 мм, толщиной 0,8 мм из стали 12Х18Н10Т. В центре одной из заготовок вытягивают отвод с внутренним диаметром 14 мм И высотой б мм. После этого собирают пакет из этих заготовок и вытягивают за четыре перехода двуслойный полуфабрикат с внутренним диаметром 100 мм и высотой 320 мм, располагая заготовку с отводом вниз производят термообработку (закалку на аустенит)в среде аргона после каждого перехода, соединяют по торцам его слои аргоно-дуговой сваркой.
Раздают двуслойный полуфабрикат за два перехода с коэффициентами раздачи 1,35 и 1,27 до внутреннего диаметра 172 мм, оставляя горловину недеформированной. Производят термо.обработку (закалку на аустенит) в среде аргона после каждого перехода. Отрезают дно отвода. Приваривают к отводу трубку для подачи жидкости.
Затем для раздачи полуфабриката закачивают жидв:ость одновременно в его внутреннюю полость и В зазор между слоями.
Использование предлагаемого способа изготовления сосуда с двойными стенками, например термосов или криостатов, позволяет:
-повысить качество и эксплуатационную надежность сосудов с двойными стенками за счет сокращения количества сварных швов;
-значительно экономить материал.
Формула изобретения
Способ изготовления сосудов с двойными стенками и узкой горловиной из листовых заготовок, включающий операции вытяжки, раздачи и соединения по торцам вытянутых полых полуфабрикатов, о т л и ч а ющ и и с я тем, что, с целью повышения качества, эксплуатационной надежности и экономии материала,предварительно в центре одной из заготовок формуют отвод, собирают заготовки в пакет, располагая заготовку с отводом внизу, осуществляют вытяжку пакета заготовок и после соединения полуфабриката по торцам подают изнутри давление до придания внутреннему слою полуфабриката размеров внутренней полости готового сосуда, после чего срез.зют дно отвода,, а раздачу полуфабриката осуществляют подачей давления одновременно в его внутреннюю полость и в зазор между спаями.
Источники информации, принятые во внимание при экспертизе
1. Патент США № 3331522,кл.215-13 18.07.67 (прототип).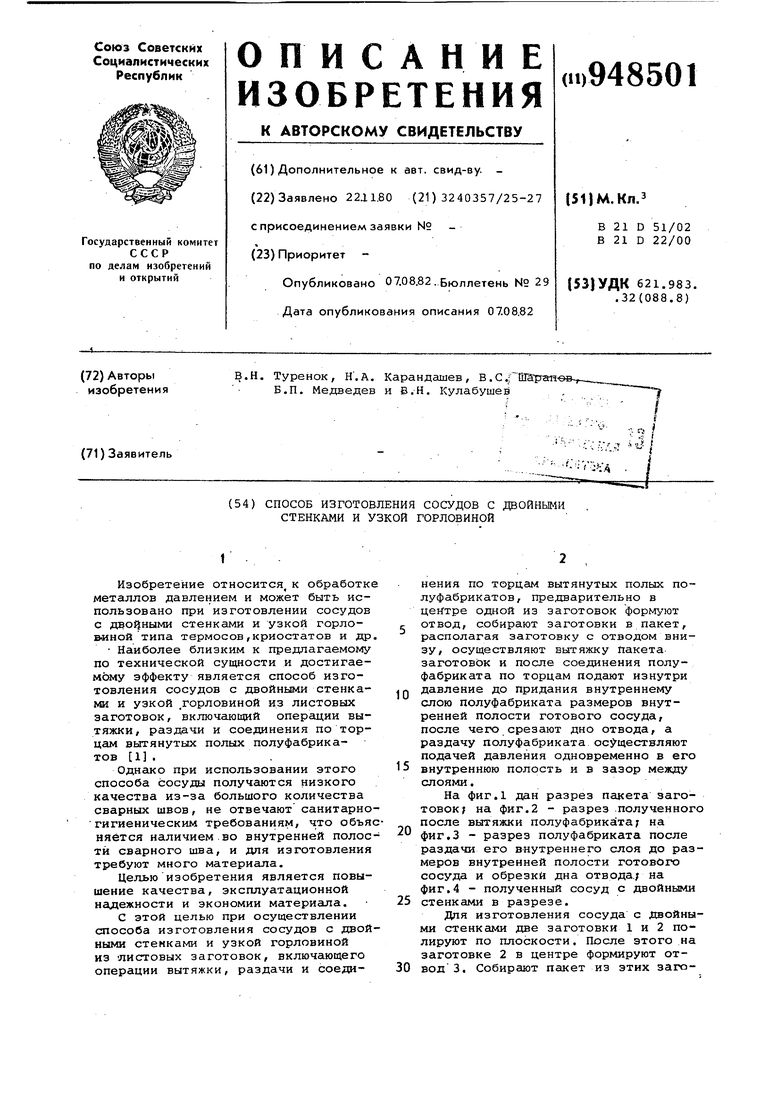
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛБЫ ТЕРМОСА | 1991 |
|
RU2015681C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛБ МЕТАЛЛИЧЕСКОГО ТЕРМОСА | 1995 |
|
RU2089320C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ТИПА ТОНКОСТЕННОГО СОСУДА И ЗАГОТОВКА ДЛЯ КОМБИНИРОВАННОЙ ВЫТЯЖКИ СТАКАНА | 1992 |
|
RU2047412C1 |
| Способ изготовления колбы пищевого вакуумного термоса | 1990 |
|
SU1810039A1 |
| Способ изготовления полых тонкостенных изделий с многослойным краевым утолщением в виде профильного венца | 1987 |
|
SU1480956A1 |
| Способ изготовления металлических термосов | 1982 |
|
SU1015887A1 |
| СПОСОБ ФОРМОВАНИЯ РАЗДУВОМ И ВЫТЯЖКОЙ | 2015 |
|
RU2699650C2 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА С ФЛАНЦЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2527518C1 |
| Способ изготовления полых осесимметричных деталей | 1990 |
|
SU1729661A1 |
| Способ изготовления полых тонкостенных осесимметричных изделий,например,поддонов | 1982 |
|
SU1147490A1 |
ХХХУ У У О УУХХ 1
I Wy/ / y/ A xxx/y/ gl
/
Фег.г
i/f.J
йГ
Фггг.
