(k) ШАГАЮЩИЙ КОНВЕЙЕР

| название | год | авторы | номер документа |
|---|---|---|---|
| Шагающий конвейер | 1980 |
|
SU956377A1 |
| Шагающий конвейер | 1979 |
|
SU839900A1 |
| ШАГАЮЩИЙ КОНВЕЙЕР С ВЕРТИКАЛЬНОЙ ПОДАЧЕЙ ГРУЗОВ | 1992 |
|
RU2024423C1 |
| ШАГАЮЩИЙ КОНВЕЙЕР | 2009 |
|
RU2410315C1 |
| ПРОХОДЧЕСКИЙ РОБОТ И ТРАНСПОРТИРУЮЩИЙ МЕХАНИЗМ ПРОХОДЧЕСКОГО РОБОТА | 1988 |
|
SU1549153A1 |
| Подметально-уборочная машина | 2021 |
|
RU2765998C1 |
| Шаговый конвейер | 1974 |
|
SU543579A1 |
| Вертикальный накопитель для штучных грузов | 1985 |
|
SU1303504A1 |
| Шагающий под нагревательной печи | 1980 |
|
SU934170A1 |
| ШАГАЮЩИЙ КОНВЕЙЕР С ВЕРТИКАЛЬНОЙ ПОДАЧЕЙ ГРУЗОВ | 1992 |
|
RU2028975C1 |


1
Изобретение относится к подъемнотранспортному машиностроению и мо - жет быть использовано в механизированных и автоматизированных поточных линиях, а также для транспортирова-. ния и рационального размещения громоздких и тяжелых грузов в складских и других производственных помещениях.
Известен шагающий конвейер, выполненный в виде шлангов, располо- щ женных на опорных элементах на некотором расстоянии параллельно друг другу и направлению транспортирования, соединенных с силовыми цилиндрами и снабженных ограждающими щитами . 5 для грузов, причем подъем и опускание, грузов производится при изменении давления в шлангах Cl Однако такой конвейер не позволяет гибко маневрировать перемещением из- 20 делий, что значительно сужает его функциональные возможности.
Из известных шагающих конвейеров наиЬолое близким по технической сущности к изобретению является конве- йер, содержащий неподвижную опору, подвижную опору в виде установленных на катках рукавов и привод возвратуо-поступательного перемещения подвижной опоры 2 .
Этот конвейер имеет малую скорость транспортирования грузов, и режимы его работы ограничены.
Целью изобретения является повышение производительности конвейера и расширение его эксплуатационных возможностей.
Эта цель достигается тем, что в шагающем конвейере, содержащем неподвижную ondpy, подвижную опору в виде установленных на катках рукавов и привод возвратно-поступательного перемещения подвижной опоры, последняя снабжена рычагами, шарнирно соединенными посредством валов с зубчатыми секторами.
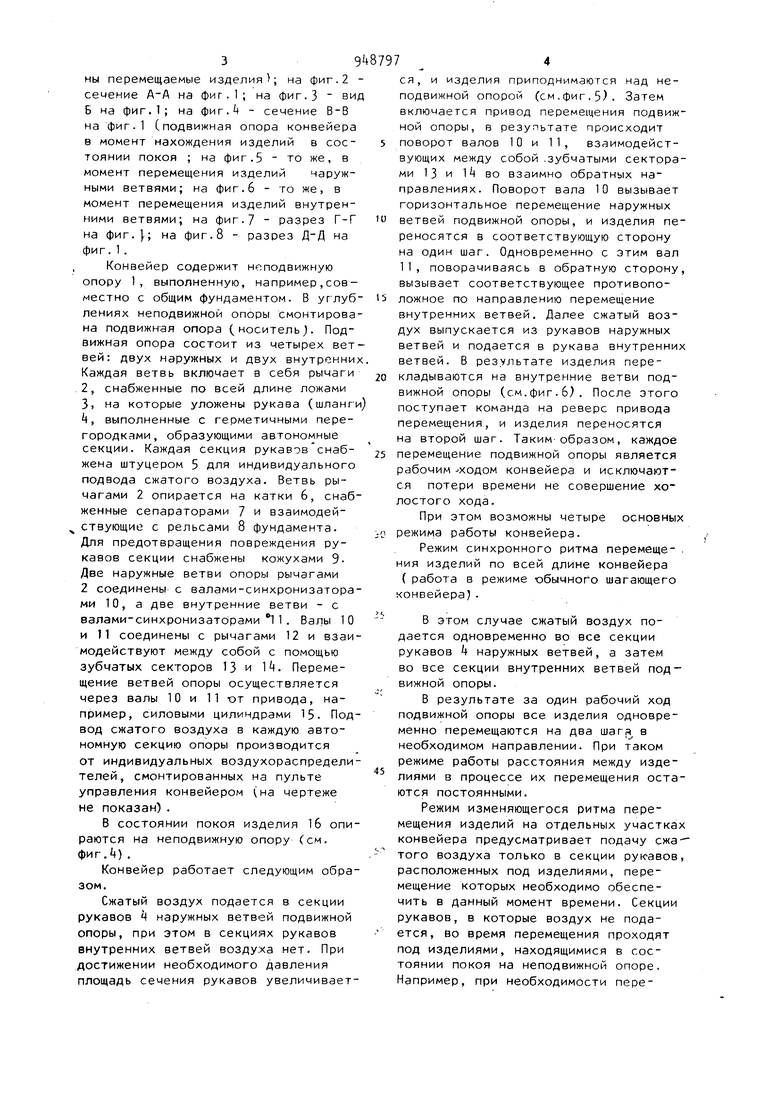
На фиг.1 показан шагающий конвейер в плане (тонкими линиями показа39ны перемещаемые изделия); на фиг.2 семение на фиг.1; на фиг.З ви Б на фиг.1; на фиг. - семение В-В на фиг.1 (подвижная опора конвейера 8 момент нахождения изделий в состоянии покоя ; на фиг.5 - то же, в момент перемещения изделий наружными ветвями; на фиг.6 - то же, в момент перемещения изделий внутренними ветвями; на фиг. - разрез Г-Г на фиг.|; на фиг.8 - разрез Д-Д на фиг.1. Конвейер содержит неподвижную опору 1, выполненную, например,совместно с общим фундаментом. В углуб лениях неподвижной опоры смонтирова на подвижкая опора (носитель). Подвижная опора состоит из четырех вет вей: двух наружных и двух внутренни Каждая ветвь включает в себя рычаги ,2, снабженные по всей длине ложами 3, на которые уложены рукава (шланг k, выполненные с герметичными перегородками, образующими автономные секции. Каждая секция рукавов снабжена штуцером 5 для индивидуального подвода сжатого воздуха. Ветвь рычагами 2 опирается на катки 6, снаб женные сепараторами 7 и взаимодействующие с рельсами 8 фундамента. Для предотвращения повреждения рукавов секции снабжены кожухами ЭДве наружные ветви опоры рычагами 2 соединены с валами-синхронизатора ми 10, а две внутренние ветви - с валами-синхронизатс рами 1 1 . Валы 10 и 11 соединены с рычагами 12 и взаи модействуют между собой с помощью зубчатых секторов 13 и Il. Перемещение ветвей опоры осуществляется через валы 10 и 11 тэт привода, например, силовыми цилиндрами 15. Под вод сжатого воздуха в каждую автономную секцию опоры производится от индивидуальных воздухораспредели телей, смонтированных на пульте управления конвейером (на чертеже не показан). В состоянии покоя изделия 16 опи раются на неподвижную опору (см. фиг.), Конвейер работает следующим обра зом. Сжатый воздух подается в секции рукавов 4 наружных ветвей подвижной опоры, при этом в секциях рукавов внутренних ветвей воздуха нет. При достижении необходимого давления площадь сечения рукавов увеличивает ся, и изделия приподнимаются над неподвижной опорой (см.фиг.5). Затем включается привод перемещения подвижной опоры, в результате происходит поворот валов 10 и 11, взаимодействующих между собой .зубчатыми секторами 13 и 1 во взаимно обратных направлениях. Поворот вала 10 вызывает горизонтальное перемещение наружных ветвей подвижной опоры, и изделия переносятся в соответствующую сторону на один шаг. Одновременно с этим вал 11, поворачиваясь в обратную сторону, вызывает соответствующее противоположное по направлению перемещение внутренних ветвей. Далее сжатый воздух выпускается из рукавов наружных ветвей и подается в рукава внутренних ветвей. В результате изделия перекладываются на внутренние ветви подвижной опоры (см.фиг.6). После этого поступает команда на реверс привода перемещения, и изделия переносятся на второй шаг. Таким-образом, каждое перемещение подвижной опоры является рабочим .ХОДОМ конвейера и исключаются потери времени не совершение хо лостого хода. При этом возможны четыре основных режима работы конвейера. Режим синхронного ритма перемеще- , ния изделий по всей длине конвейера ( работа в режиме обычного шагающего конвейера). В этом случае сжатый воздух подается одновременно во все секции рукавов наружных ветвей, а затем во все секции внутренних ветвей подвижной опоры. В результате за один рабочий ход подвижной опоры все изделия одновременно перемещаются на два шагд в необходимом направлении. При таком режиме работы расстояния между изделиями в процессе их перемещения остаются постоянными. Режим изменяющегося ритма перемещения изделий на отдельных участках конвейера предусматривает подачу ежа того воздуха только в секции рукавов, расположенных под изделиями, перемещение которых необходимо обеспечить в данный момент времени. Секции рукавов, в которые воздух не подается, во время перемещения проходят под изделиями, находящимися в состоянии покоя на неподвижной опоре. Например, при необходимости переместить изделие, находящееся в зоне средней секции рукавов подвижной опоры конвейера .фиг.1; . оставив крайние изделия в со ..тоянии покоя, возду подается только в средние секции рукавов наружных и внутренних ветвей подвижной опоры. В результате за один цикл работы конвейера осуществлутется перемещение только среднего изделия в необходимом направлении.
В режим изменения направления перемещения изделий на отдельных участках конвейера изменяется очередность подачи сжатого воздуха в соответствующие секции наружных и внутренних ветвей подвижной опоры. Например, при необходимости одновременного перемещения крайних изделий влево, а среднего вправо перед ходом штока силового цилиндра вправо воздух одновременно подают в среднюю секцию наружных ветвей и в крайние секции внутренних ветвей. В режиме изменения скорости перемещения изделий на всей длине конвейера или на отдельных его участках прекращают подачу сжатого воздуха в соответствующие секции рукавов наружных или внутренних ветвей, в зависимости от необходимого направления перемещения подвижной опоры. Например, для перемещения изделия, находящегося в зоне средне секции рукавов опоры влево со скоростью, в два раза меньшей, чем скорость перемещенияостальных изделий. Сжатый воздух подают только в среднюю секцию внутренних ветвей подвижной опоры.
Конвейер легко переналад1-ть на удвоенную грузоподъемность (скорос
перемещения изделий при этом в два раза уменьшается). Для этого необходимо вывести из зацепления зубчатые секторы 13 и И валов 10 и 11, а
рычаги этих валов соединить жестким звеном. В этом случае наружные и внутренние ветви подвижной опоры при работе конвейера одновременно перемешаются в одном направлении.
Предложенный конвейер позволяет увеличить скорость перемещения изделий и производительность конвейера, а также расширить его эксплуатационные возможности. Конвейер
имеет сравнительно малую металлоемкость, простую и компактную конструкцию.
Формула изобретения
Шагающий конвейер, содержащий неподвижную опору, подвижную опору в виде установленных на катках рукавов и привод возвратно-поступательного перемещения подвижной опоры, отличающийся тем, что, с целью повышения производительности и расширения эксплуатационных возможностей конвейера, подвижная опора снабжена шарнирно соединенными посредством валов с зубчатыми секторами рычагами.
Источники информации, принятые во внимание при экспертизе
кл. В 65 G 25/0, 1979 (прототип).
Ф
:ФС
И
it
-1
.ГТ
/1-/1
Ш:
т
; 2 :lf g::;Z: X ixX44 2
(.г &идБ
..
-/у .У /
/5
//
ХУ.гХ /-Х-/о7
16
