(5) УСТАНОВКА ДЛЯ РАЗБОРА И ПОДАЧИ АРМАТУРНЫХ СТЕРЖНЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для разбора и подачи арматурных стержней | 1991 |
|
SU1783100A1 |
| ПРОИЗВОДСТВЕННАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ КОВРОВ | 2023 |
|
RU2809875C1 |
| Устройство для разборки пакета длинномерных изделий | 1989 |
|
SU1736874A1 |
| ПРУЖИНОНАВИВОЧНЫЙ АВТОМАТ, ЕГО МЕХАНИЗМЫ РУБКИ, ОБРАЗОВАНИЯ УЗЛА, ПЕРЕМЕЩЕНИЯ ЗАГОТОВОК (ВАРИАНТЫ), ИХ УСТРОЙСТВА ЗАХВАТОВ, ПОДВИЖКИ, ОРИЕНТАЦИИ, ЗАЖИМА, КУЛАЧКОВЫЕ СРЕДСТВА | 2002 |
|
RU2199412C1 |
| Установка для электронагрева арматурных стержней | 1983 |
|
SU1129315A1 |
| Устройство для поштучной подачи стержней | 1982 |
|
SU1049232A1 |
| Установка для сварки пространственных арматурных каркасов | 1977 |
|
SU657895A1 |
| Устройство для натяжения арматурных стержней | 1980 |
|
SU953152A1 |
| ПРОИЗВОДСТВЕННАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ КОВРОВ | 2023 |
|
RU2809935C1 |
| Устройство для подачи продольныхСТЕРжНЕй B МАшиНу для СВАРКиКАРКАСОВ | 1978 |
|
SU816636A1 |
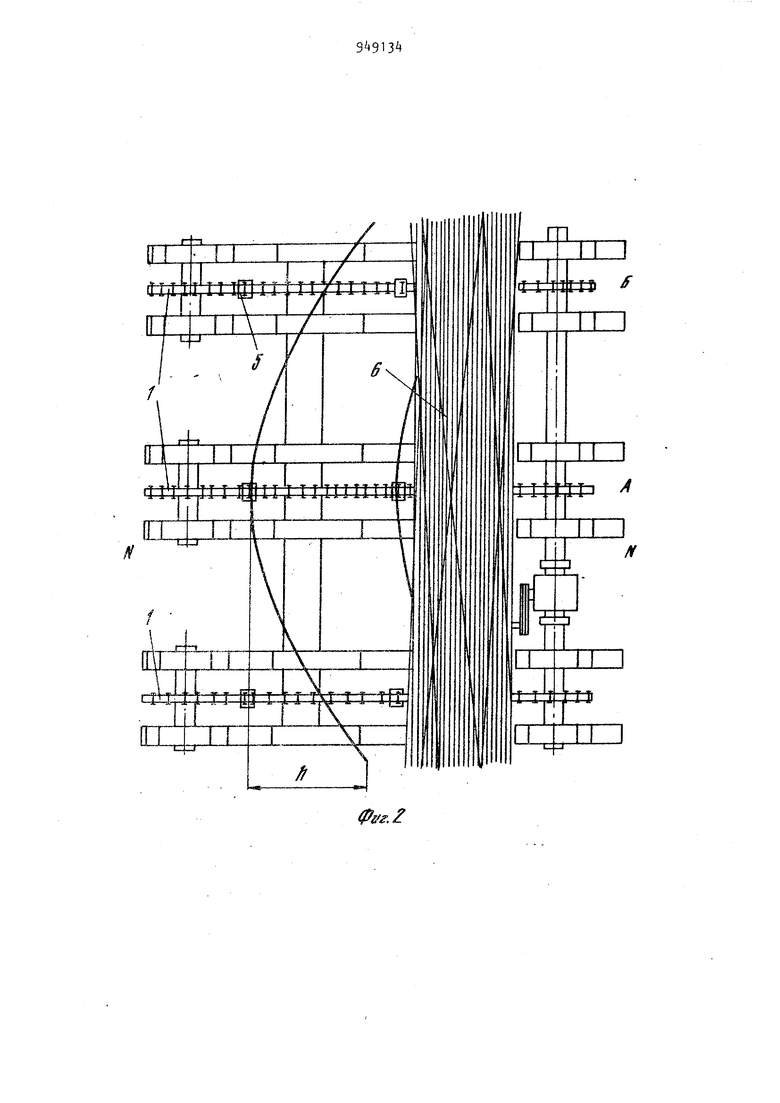
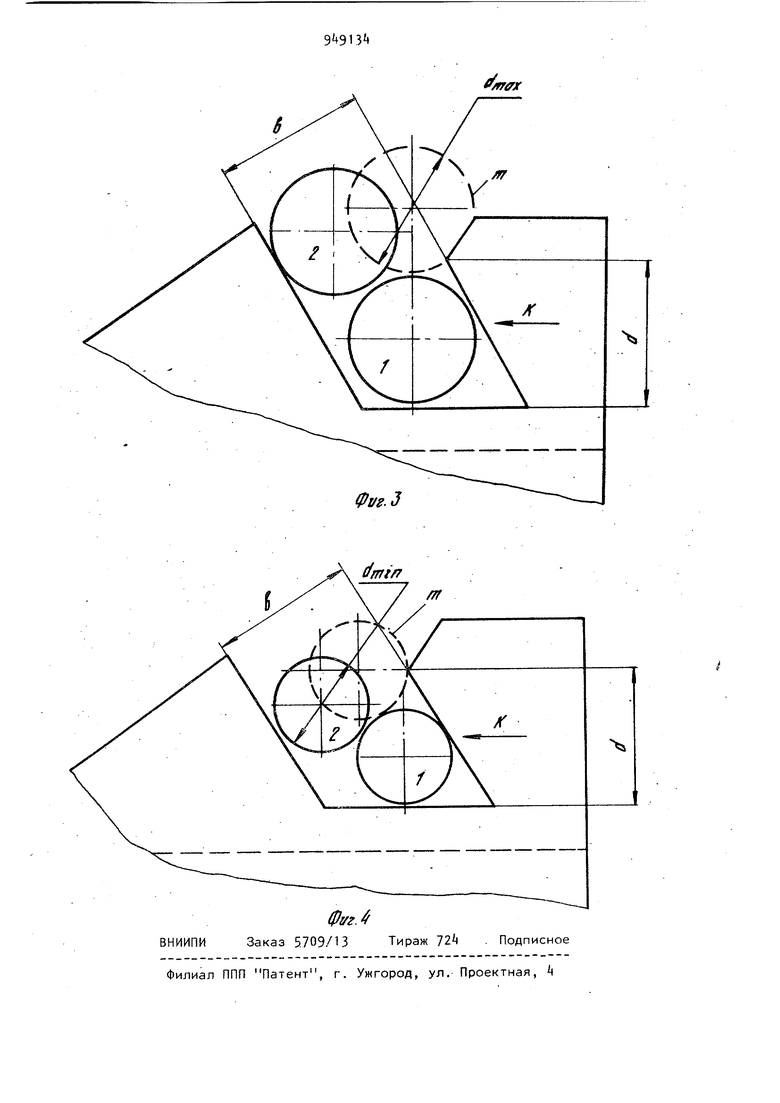
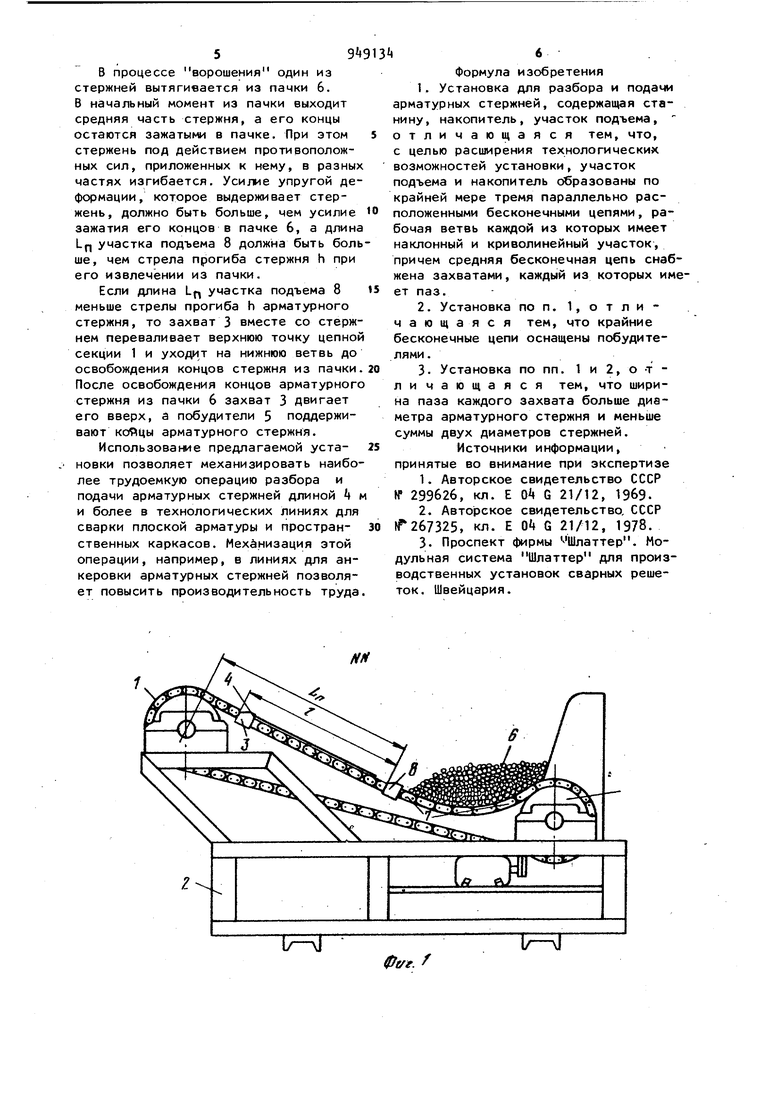
1 Изобретение относится к строительстсву и может быть использовано в арматурном производстве. Известен механизм для разбора и подачи стержней, содержащий накопитель стержней, уложенных в один ряд, и зубчатый механизм перемещения 1. Недостатком известного механизма является то, что пачка арматурных стержней подается краном в накопитель после чего при включении двух сиетем Зубчатых реек стержни в зоне выхода начинают перемещаться, постепенно распределяясь в один ряд. Схема двух зубчатых реек, совершающих плоско-параллельные движения требует пре цезионного исполнения звеньев, что усложняет конструкцию механизма особенно при увеличении длины стержня. Известно устройство для злектрона грева арматурных стержней, содержаще механизм отбора и подачи арматурных стержней, состоящий из накопителя, приемного устройства, привода приемн го устройства,механизма подачи арматурных стержней в рабочую зону Г2. Однако не исключена возможность отбора одновременно двух или более стержней в связи с чем арматурный полег необходимо предварительно разложит ь на накопи теле. Ближайшим техническим решением к изобретению является установка для разбора и подачи арматурных стержней, содержащая станину, накопитель, участок подъема, причем отбор стержней производится вращением диска с пазами по его переферии. Расположение тонкого диска в середине длины стержня обуславливает при определенной форме паза, соответствующей диаметру стержней, захват единственного стержня, который перебрасывается в зону сварки или зажатия стержней З. Недостатком такого механизма является неподвижное состояние стержней в пачке, при котором с уве.личением длины, например, свыше 3 м, затруднен отбор стержней из-за защемления концов стержней в пачке. Траектория движения паза, находящегося на периферии диска, проходит по окружности. С увеличением длины и соответственно уменьшением жесткости стержня возрастает стрела прогиба, поэтому должен увеличиваться радиус диска для обеспечения освобождения концов стер ня. При длинах стержней 6-8 м и прогибах до 1 м диаметр диска для нормальной работы возрастает до 2 м, что затрудняет его монтаж и включени в состав механизма. Цель изобретения - расширение тех нологических возможностей установки. Цель достигается тем, что установка для разбора и подачи арматурных стержней, содержащая станину, на копитель, участок подъема, причем участок подъемами накопи.тель образованы по крайней мере тремя параллель но расположенными бесконечнь1ми цепями, рабочая ветвь каждой из которых имеет наклонный и криволинейный учас ток, причем средняя бесконечная цепь снабжена захватами, каждый из которых имеет паз, а крайние бесконечные цепи оснащены побудителями, ширина паза каждого захвата центральной сек ции больше диаметра арматурного стер ня и меньше суммы двух диаметров стержней. На фиг. 1 изображена предлагаемая установка, разрез N-N; на фиг. 2 - т же, план; на фиг. 3 и 4 - захват с отбираемыми стержнями. Установка содержит бесконечные на клонные цепи 1 , параллельно установленные на станине 2. Количество, бесконечных цепей нечетное - средняя А и симметрично ей установленные крайние Б. На средней цепи А последовательно установлены захваты 3 с пазам Ц. Паз k захвата 3 наклонен в сторону движения цепи. Для отсекания попавших в паз 4 лишних стержней на за ней грани паза сделан обратный скос так, чтобы центры тяжести лишних стержней находились выше скоса. На крайних цепях Б укреплены на одной линии с захватами 3 побудители 5, имеющие форму захвата с остроугольны выступом на нем, вместо паза. Побудители 5 способствуют освобождению концов стержня при разборе пачки стержней 6 и поддерживают их. Длина ненатянутых цепных .секций 1 выбирается таким образом, чтобы при укладке на них пачки стержней на каждой верхней ветви образовывался накопитель 7, переходящий в участок подъема 8 длиной L. Длина участка подъема L выбирается таким образом, чтобы она превышала величину п стрелы упругого прогиба арматурного стержня. Например, для арматурных стержней диаметром 12, И, 16 и 18 мм при длине 6 м ориентировочно стрела прогиба извлекаемого стержня составляет соответственно: 650; 500; tOO; 300 мм. Отсюда длина Ln участка подъема 8 для приведенного ряда наиболее употребляемых в арматурном производстве стержней должна быть не менее 650 мм. Расстояние Р между последовательно установленными на средней цепи А захватами 3 должно быть больше длины стрелы прогиба h, что позволяет избежать наложение одного отбираемого стержня на другой. Ширина b и глубина d паза захвата 3 определяется размером отбираемых стержней 6 и принимается больше одного диаметра стержня и меньше суммы двух диаметров стержня. Например, при разборе пачки стержней с номинальным диаметром 12, k, 16, 18 мм и наружным диаметром соответственно 13,6; 16,0; 18,0 и 20,0 мм необходимо использование захвата с пазом шириной 21,0 мм, т.е. выполнения условия: 2d 27,2 мм b 21,0 мм d 20,0 мм. При указанных соотношениях параметров при захвате в начальной стадии двух стержней первый совершает в дальнейшем движение вместе с захватом 3 по направлению стерлки К, а второй высвобождается, из захвата 3 и скатывается назад по направлению стрелки т. Предлагаемая установка работает следующим образом. Пачка арматурных стержней 6 укладывается краном (не показан) в накопитель 7. Затем включается привод (показан) и приводит в движение бесконеч ные цепи. За счет силы трения между арматурой и цепными секциями арматурный стержень поднимается на определенную высоту, а затем при превышении составляющей веса над силой трения арматура скатывается вниз, Этот процесс многократно повторяется, приводя к ворошению арматурь.
В процессе ворошения один из
стержней вытягивается из пачки 6. В начальный момент из пачки выходит средняя часть стержня, а его концы остаются зажатыми в пачке. При этом стержень под действием противоположных сил, приложенных к нему, в разных частях изгибается. Усилие упругой деформации, которое выдерживает стержень, должно быть больше, чем усилие зажатия его концов в пачке 6, а длина Lf) участка подъема 8 должна быть больше, чем стрела прогиба стержня h при его извлечении из пачки.
Если длина L участка подъема 8 меньше стрелы прогиба h арматурного стержня, то захват 3 вместе со стержнем переваливает верхнюю точку цепной секции 1 и уходит на нижнюю ветвь до освобождения концов стержня из пачки. После освобождения концов арматурного стержня из пачки 6 захват 3 двигает его вверх, а побудители 5 поддерживают койцы арматурного стержня.
Использование предлагаемой установки позволяет механизировать наиболее трудоемкую операцию разбора и подачи арматурных стержней длиной м и более в технологических линиях для сварки плоской арматуры и пространственных каркасов. Механизация этой операции, например, в линиях для анкеровки арматурных стержней позволяет повысить производительность труда.
Формула изобретения
с целью расширения технологических возможностей установки, участок подъема и накопитель образованы по крайней мере тремя параллельно расположенными бесконечными цепями, рабочая ветвь каждой из которых имеет наклонный и криволинейный участок, причем средняя бесконечная цепь снабжена захватами, каждый из которых имет паз.
Источники информации, принятые во внимание при экспертизе
г г-г:/ Trm
