Предметом настоящего изобретения является устройство для изготовления биметаллических лент (в частности, биметаллических леиточиых припоев), состоящее из римы и смонтированных на ней иаиравляющих, рихтующих и ведущих ро;и1ков, механизма нодачи ленты в расплав тигельной плавильной печи и привода. Изготовление этих лент ироизводится путем ироиускан 1я металлической ;генты через расплав покровного металла.
Известные устройства для покрывания металлнческих лент слоем дрзгого металла путем пропускания ленты через ванну с раснлавленным покровиым металлом при помощи системы роликов не применимы в тех случаях, когда биметаллическая jieirra получается из метал.:1ов с близкими по величине температурами 1,лавления или из металлов, способ1 ых хорошо растворяться один в другом. Так, например, при Н.ЭГОТОВЛСН1И1 мед..нофосфористого б1 мет ллического лепто.но10 припоя, вс;гедствне :1-пенсивного растворения . в расплаве фосфористой меди, в извеспиых устройствах невоз.-южио пронзводнть заправку тонкой (0,1 мм) медной ленты роликами, расположенпы.мн з расплаве.
Кроме того, высокая температура фосфористой мели (820С и выще) исключает возможность размещения системы pojnn-XB в самой ванне.
(.Х)1..тас1ю изобретению, с обеспечения возмсжгюсти заправки покрываемой ленты до погружения ее в расплав, механизм подачи ленты в расплав выполнен в виде вертикальной зубчатой рейки, несущей на иижнем конце направляющий ролик, и поворотного зубчатого колест, сопряженного с рейкой. При этом указанный ролик можно изготовить из кварца и в устройстве ирименить отрезной мехаиизм для автоматического разрезания готовой биметаллический ленты на куски заданного размера.
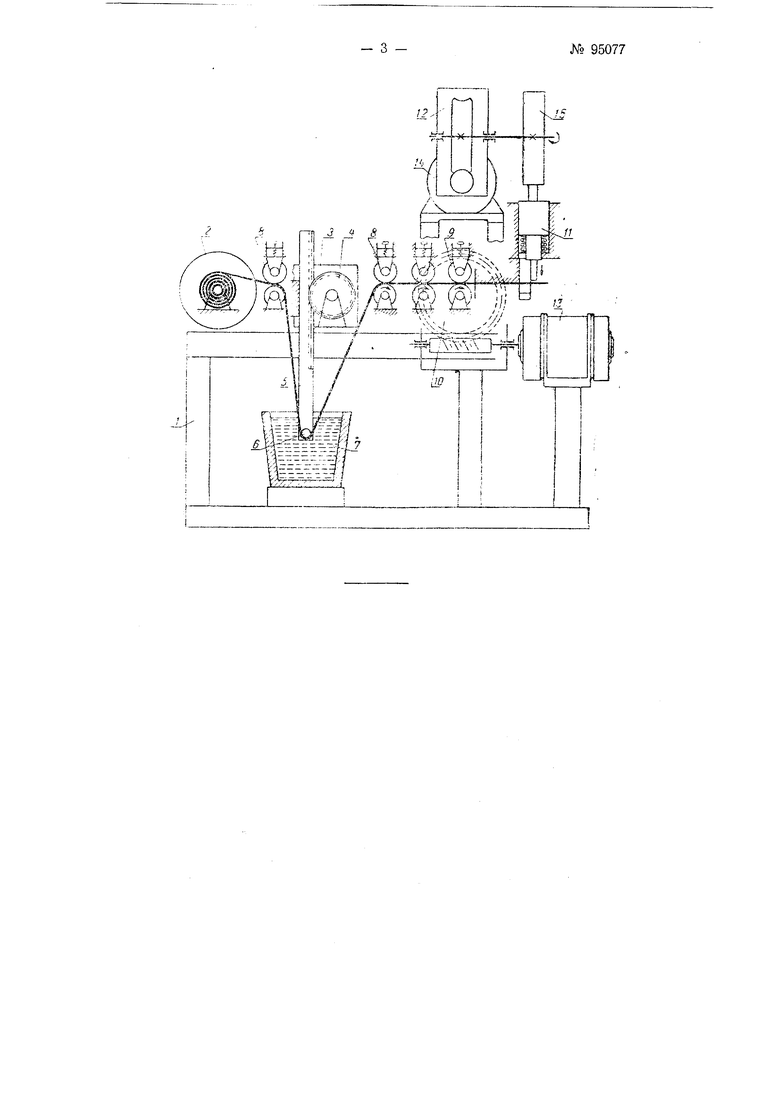
Па чертеже изображена схема устройства для 1зготовле и1я бнметалЛ1 ческого ленточного припоя.
/ устройства изготовлена свар1юй пз швеллера, уголка или листовой стали. Па раме укреилепы: катуи кя 2 с на.мотапной на нее тонкой медной ЛР1ГГОЙ (толщина 0,1 мм к ширина 16-20 механизм нодачи 3, состоящий пз поворотного зубчатого колеса 4 н сцеплетюй с пим зубчатой рейки 5, несущей на конце кварцевый ролик 6; тигельная плавильная печь 7; три пары направляющих и рихтующих роликов 8; ведущие ролики 9; редуктор 10 к ведущим роликам; отрезной механизм //; редуктор 12 отрезного механизма; два электродвигателя 13 и 14 привохтящие в движение ведущие ролики и отрезной механизм.
Намотанная иа катушку 2 топкая медная лента (показана на чертеже толстой линией) заводится через nept вую пару направляющих роликов 8, под ролик 6 механизма..подачи 3, который в исходном полол е п1и находится над тиглем с расплавленной фосфористой медью, содержащей 7-9 % фосфора, и пропускается дальше через рихтующие 8 и ведущие ролики 9.
Когда расплавленная фосфористая медь достигнет температуры 820, начинают плавно опускать рейку 5 механизма подачи 3. В момент соприкосновения медной ленты, находящейся на ролике 6, с поверхностью расплавленной фосфористой меди включают электродвигатель 13, приводящий в движение ведущие ролики 9. Таким образом, медная лента получает поступательное движение и проходить через расплавленную фосфористую медь.
При погружении ролика б в расплавленную фосфористую медь на величину утроенного диаметра ролика дальнейшее опускание рейки 5 прекращается .
После г рохождения медной ленты через расплавленную фосфористую медь получается биметаллическая лента, состоящая из медной основы и плен} и фосфористой меди. Толщина пленки (}юсфористой меди равна от 0,05 до 0,07 мм, т. е. общая толщина всего припоя получается равнхОЙ от О, 2 до 0,3 мм.
После ведущих роликов биметаллическая лента поступает в направляющие отрезного механизма //, пуансон которого приводится в вертикальное возвратно - постзпательное движение электродвигателем 14 при помощи кулачка 15, имеющего одно-или двухзаходный профиль, зависящий от длины припоя, требуемого для пайки различных по длине концов.цОтрезанные куски припоя попадают в Специальный бункер. Таким образом, устройство изготовляет из медной ленты и фосфористой меди биметаллический меднофосфористый припой, нарезанный на куски размера и полностью готоьый для употребления без какойлибо дальнейшей обработки.
Предмет изобретения
1.Устройство для изготовления биметаллических лент, в частности биметаллических ленточных припоев, путем пропзскания металлической ленты через расплав покровного металла, состоящего из рамы и смонтированных на ней направляющих, рихтующих и ведущих роликов, механизма подччи ленты в расплав, тигельной плавильной печи и привода, отличающееся тем, что, с целью обеспечения возлюжности заправки покрываемой ленты до погружения ее в расплав, механизм нодачи ленты в расплав выполнен в виде вертикальной зубчатой рейки, несущей на нижнем конце направляющий ролик, и сопряженного с рейкой поворотного ззбчатого колеса.
2.В устройстве по п. 1 применение кварцевого направляющего ролика в механизме подачи ленты в расплав.
3.В устройстве по п, 1 применение отрезного механизма для автоматического разрезания готовой биметаллической ленты на куски заданного размера.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛОВ | 2010 |
|
RU2461440C2 |
| Способ получения непрерывнолитой медной заготовки для электротехнических целей и технологический комплекс для его осуществления | 2018 |
|
RU2688103C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТОЙ МЕДНОЙ ЗАГОТОВКИ МЕТОДОМ ВЕРХНЕЙ ТЯГИ И ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2022 |
|
RU2793619C1 |
| ЦЕНТРИФУГА ДЛЯ ОТДЕЛЕНИЯ РАСПЛАВЛЕННЫХ МЕТАЛЛОВ И СПОСОБ ОТДЕЛЕНИЯ ЦВЕТНЫХ МЕТАЛЛОВ ИЗ КУСКОВЫХ ОТХОДОВ | 1993 |
|
RU2077598C1 |
| ВАКУУМНАЯ ДУГОВАЯ ПЛАВИЛЬНО-ЗАЛИВОЧНАЯ ГАРНИСАЖНАЯ УСТАНОВКА | 1991 |
|
RU2040752C1 |
| АГРЕГАТ ПОДГОТОВКИ ЖИДКОГО МЕТАЛЛА К РАЗЛИВКЕ В СЛИТКИ И ЗАГОТОВКИ | 2000 |
|
RU2184327C2 |
| СПОСОБ ПРОИЗВОДСТВА ЧЕРНОВОЙ МЕДИ И ЦИНКА | 2004 |
|
RU2261285C1 |
| Способ получения хромовой бронзы | 2020 |
|
RU2731540C1 |
| Способ получения литого композиционного материала на основе меди | 2019 |
|
RU2715513C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОГО МЕТАЛЛИЧЕСКОГО ЛИСТА ИЗ ТОНКОЙ ЛИТОЙ ПОЛОСЫ И АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ ДЛЯ ПРОИЗВОДСТВА ТОНКОГО МЕТАЛЛИЧЕСКОГО ЛИСТА ИЗ ТОНКОЙ ЛИТОЙ ПОЛОСЫ | 2003 |
|
RU2250151C1 |