Изобретение относится к металлургии, а именно к способам непрерывного литья заготовок из металлов.
В последнее время установки непрерывного литья получили широкое распространение, а установки с подвижными стенками кристаллизатора, например, роторного типа, позволили совместить процесс непрерывного литья с горячей прокаткой, и в настоящее время большая часть полуфабрикатов для волочения проволоки в виде катанки из меди и алюминия производится на таких агрегатах (например, изобретение по а.с №1627317, кл. В22D 11/06, 1988). Эти агрегаты имеют высокую производительность, до 50 тонн/ час. Одновременно развивались агрегаты по непрерывному вытягиванию литой заготовки из расплава через графитовый кристаллизатор по методу В.А.Головкина (М.З.Ерманок, Л.С. Ватрушин « Волочение цветных металлов и сплавов», М.: Металлургия, 1988, с.55-58, ПРОТОТИП). В прототипе приводится применение соответствующей установки для получения литых заготовок из меди и ее сплавов. Таким образом, осуществляется получение литых заготовок из бескислородной меди, фосфористой бронзы, различных марок латуней, высокоэлектропроводных бронз с присадками кадмия и магния, то есть такие сплавы, которые невозможно или очень трудно получить на установке с роторным кристаллизатором. В прототипе необходимо соблюдать следующее:
- медь должна быть бескислородная для обеспечения приемлемой стойкости графитового кристаллизатора; применение сложного устройства для вытягивания прутка.
Целью заявляемого изобретения является создание простого и легко осуществимого способа непрерывного литья металлов.
В отличии от других способов непрерывного литья этот способ (см. рис.1) отличается тем, что роль кристаллизатора выполняет лента (3), погруженная в воду в емкости (1), изготовленная из материала, хорошо пропускающего воду, и расположенная горизонтально или с небольшим уклоном в сторону движения, определяемым экспериментально в зависимости от металла. На ленте с помощью профильных роликов (4) и/или опорной металлической сетки образуется лоток в месте попадания струи жидкого металла (5) и зоне затвердевания. Движение ленты осуществляется приводным роликом (7) с регулируемой скоростью вращения. Натяжение ленты осуществляется роликом (2). Уровень воды (6) обеспечивает нахождение всей движущейся ленты в воде. Жидкий металл продвигается на ленте и кристаллизируется в пруток (8), который после охлаждения принимается сматывающим устройством или подается на непрерывный прокатный стан.
Заявленный способ был опробован на лабораторной установке, имеющей лентопротяжный механизм, погруженный в прямоугольный короб длиной 1,6 м, заполненный водой. Струя жидкой меди, расплавленной в индукционной тигельной печи, подавалась из тигля на движущуюся ленту из стеклоткани и парусины. Были получены прутки длиной до 3 м овальной формы шириной 9 мм, высотой 6 мм по сечению со светлой (неокисленной) поверхностью. Прутки были успешно прокатаны в холодном состоянии на прямоугольную проволоку. Используя этот способ на кабельных заводах и на предприятиях вторичных металлов, можно перерабатывать свои отходы обратно в заготовку с существенной экономической выгодой.
Этот способ имеет следующие возможности:
- изменять величину сечения отливаемого прутка;
- изменять форму сечения отливаемого прутка путем изгиба ленты;
- получать пруток с неокисленной поверхностью и его смоткой в бунты;
- при совмещении этого процесса с прокаткой задавать в прокатный стан пруток с необходимой для горячей прокатки температурой;
- совершать переход на отливку другого металла путем перемещения литейной машины к плавильной печи с другим металлом, например от медной печи к алюминиевой.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНТАКТНЫХ ПРОВОДОВ ИЗ МЕДИ И ЕЕ СПЛАВОВ | 2001 |
|
RU2201311C2 |
| Способ изготовления контактного провода | 1983 |
|
SU1101323A1 |
| СПОСОБ СОВМЕЩЕННОГО НЕПРЕРЫВНОГО ЛИТЬЯ И ПРОКАТКИ МЕДНЫХ СПЛАВОВ | 1999 |
|
RU2163855C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ КАТАНКИ ДЛЯ КОНТАКТНОГО ПРОВОДА | 2000 |
|
RU2188095C2 |
| СПОСОБ И УСТРОЙСТВО СОВМЕЩЕННОГО НЕПРЕРЫВНОГО ЛИТЬЯ И ПРОКАТКИ МЕДНЫХ СПЛАВОВ | 2000 |
|
RU2188097C2 |
| Способ изготовления прутков из бронзы БрХ08 | 2023 |
|
RU2807260C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБ ИЗ МЕДИ И ЕЕ СПЛАВОВ | 2003 |
|
RU2230625C1 |
| ВАЛОК-КРИСТАЛЛИЗАТОР УСТАНОВОК НЕПРЕРЫВНОГО ЛИТЬЯ-ПРОКАТКИ МЕТАЛЛОВ | 2006 |
|
RU2315682C1 |
| СПОСОБ ЛИТЬЯ ПРОВОЛОКИ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2467827C1 |
| КОНТАКТНЫЙ ПРОВОД | 2003 |
|
RU2261185C2 |
Изобретение относится к металлургии. Способ включает подачу струи жидкого металла на движущуюся ленту, выполненную из материла, пропускающего воду. Лента расположена горизонтально с уклоном по ходу движения и свернута в лоток. Подачу струи жидкого металла осуществляют на погруженную в воду ленту. Обеспечивается отсутствие окисления на поверхности заготовки. 1 ил.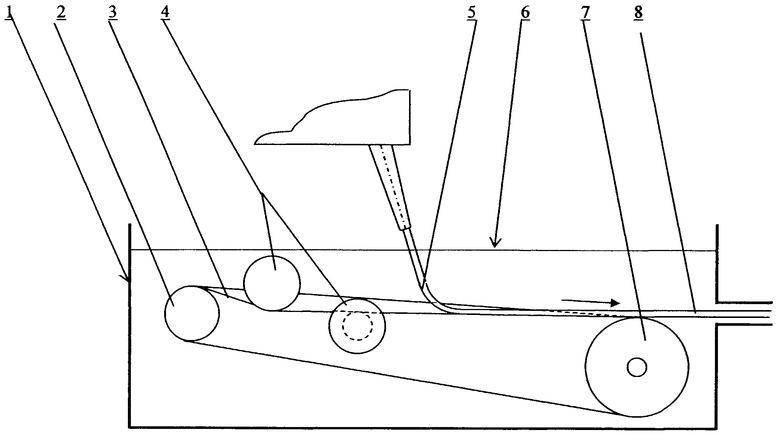
Способ непрерывного литья металла, включающий подачу струи жидкого металла на расположенную горизонтально с уклоном по ходу движения ленту, свернутую в лоток, отличающийся тем, что используют погруженную в воду ленту, которую выполняют из материала, пропускающего воду.
| Способ непрерывного литья тонкой металлической проволоки и устройство для его осуществления | 1989 |
|
SU1819186A3 |
| Способ получения и намотки быстрозакаленной ленты и устройство для его осуществления | 1988 |
|
SU1675032A1 |
| МАШИНА НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1992 |
|
RU2036747C1 |
| US 4069860 A, 24.01.1978. | |||

