По известному onocoiuy производстВа тонЕостенных однослойных и многослойных изделии, например, гофрироазанных трубок и т. о., путем выдавливания гофр изнутри при помощи давления жидкюй среды в разъемной матрице формование гофр обычно ведут в холодном состоянии, когда лластические свойства материала заготовки сравнительно малы. В результате получаются изделия только простой формы и « неболыпими глубинами выдавливаемых участков. Кроме того, из-за большого времеиного сопротивления раерыву нена-гретого материала при выдавли)Вании применяют очень высокие давления жидкой среды.
Предлагаемый способ производства многослойных иустотелых изделий имеет целью преодолеть трудности нолучения изделий :сложной 1конфигурадии ири выдачь ливаиии заготовки в разъемпой матрице давлением изнутри .жидкой средой. Этит С1ИО|Соб заключается к том, что в момент выдавливания изделия из заготовки, например гофрированной трубки и т. п., заroTotBKy подвергают мгновенному электроподогреву. При этом материал заготовки ириобретает повьпиенную пла-стичность, к результате чего становится во змо:жаым получать за одну операцию значительн о большую глубину выдавливании. Кроме того, ири таком способе автоматически происходит отжиг Матеряала заготовку и сиздается возможность дальнейш;его измеиепия формы изделия в другой матрице.
У изготовленных таким споСОбом изделий внутренние напряжения меньн1е. В процессе их выдавливания требуется HI; такое значительное давление среды, как при холодном сиособе, что имеет важное значение ири Исаюльзованрги в работе высокоутлеродистых сталей.
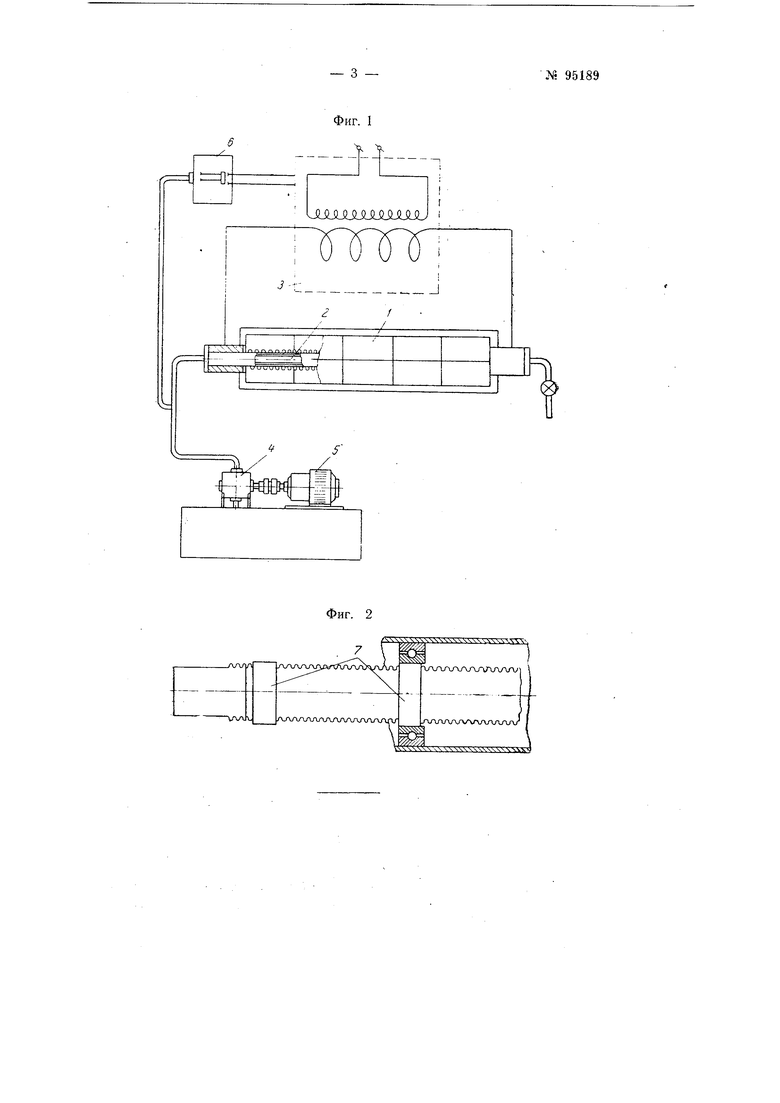
На фиг. 1 чертежа изооражена схема установки для нроизводства гофрированных трубок; на фит. 2 - общий вид готовогО гибкого вала.
Для и)оизво,дства многослойных нустотелых изделий иредлагаемым способо М ирименяется установка, состоящая из разъемной матрицы (1), внут1 и KOTopoii номещается заготовка (2), представляющая многослойную трубку, состояН1;ую либо из отдельных тонкостенных сварных трубок, либо трубку, выполненную в виде рулона, свернтаог-о из и.елогп листа.
К концам заготовки с ато.монцло медных хомуто1В иодсоединяется вторичный контур трансформатора тока (3) соответствуюи ей моищ-ости и напряжения, обесатечиваюЩИЙ электроразетрев заготовки методом соирогивления -в течение секунды или долей секунды. К этим же концам подсоединяется масло1ировод от масляного насоса (4), нриводимого в движ,ение электромотором (5). Управление электрической частью уста.новки происходит автоматичекии от ре.ш давления (6), срабатьшающего при требуемого давления «aic.ia IB заготовке.
Работа на установке производится в (Мбдующе.м порядке.
После тото, как установка собрана и отрегулирована, в матрицу номещают за.готовку, :сосдиня5 ее с хомутами иин трансформатора, затем к Heii подсоединяют ма слопровод, после чего в-ключают масляный насос, ко-торый создаст в заготовке критическое давление масла, т. е. давление, котором деформация заготовки только начинается, но не нроисходмт нолностыо.
Л)и достижении критиче-ск-ето давления масла реле давления а1втс(мат1гче:ски включает ток разогрева заготовки, выдерживаемый нужЕое ло расчету .вреогя, с помощью реле времени. В этот момент нромсходит деформации заготовки и образова-нме гофр.
Если загото1вка выполнена из стали, поддающейся закалке, то в результате того, что внутри нее находится масло, происходит .самозакаливаииг изделия.
Ирп изготовлении описанным способом заготовок для гибких валов, выполненных ) виде многослойных гофрированных .трубок, о.дповременно выдавливают отдельные oiropi i (7), которые слул;ат при работе )ала поди1И|ИНИкам). Это значительно уменынает трение вала о броню п повыпиют к. н. д. гибкого вала.
П р е д м е т п з о б р е т е н и я
1.Сн-особ нроизводства многослойных пустотелых изделий сло;кно1 1 кшфИгураЦии, )1аиример гофри))ованных трубок li т. п., путем выдавливания изнутри жпдкой средо в разъемной матрице, отлпчающийся тем, что для придания мате1й1алу заготовк-и необхо:димой нластичносги заготовку в .омент выда(Влмвания мз )iee изделия под(ргатт мгновенному э л ектр оподосрреву.
2.Прием выполнения способа по п. 1, о т .Г и ч а ю щ и и 1C я тем, что в процессе )и,гдавливания гибкого аала на нем образуют цилип дрическ41с шейк;и, допускающие монтаж, вала в под1штниках.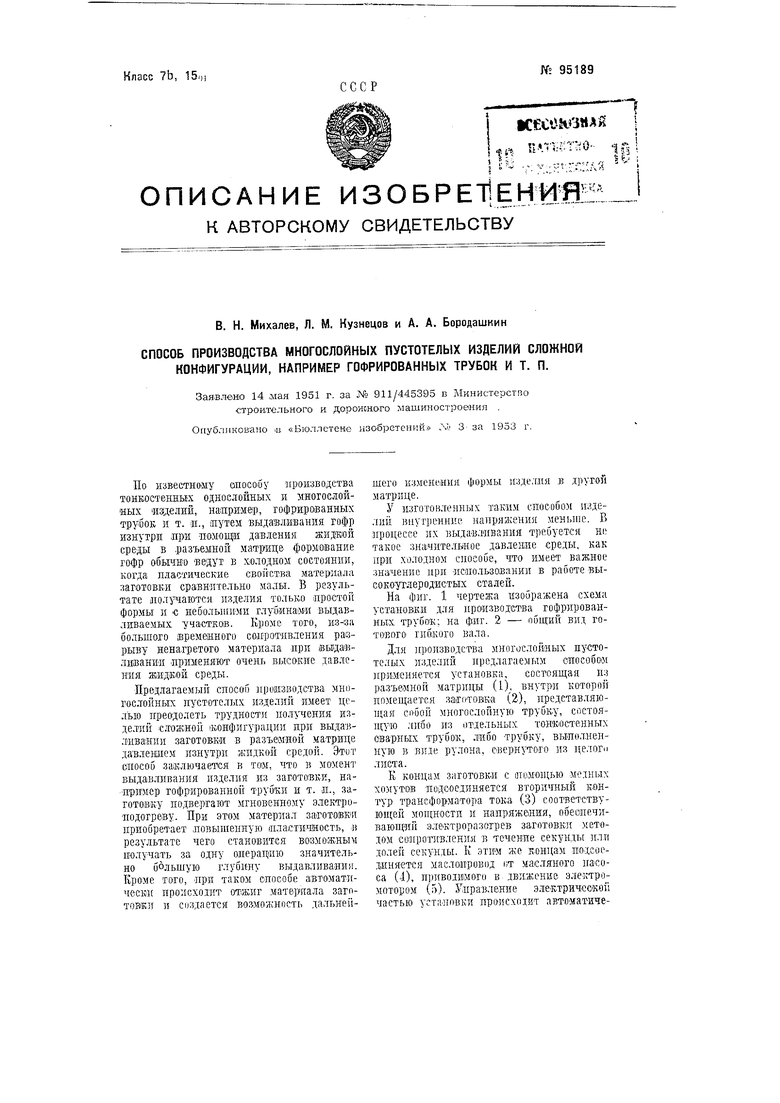
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для выгрузки цемента и тому подобных пылевидных материалов из железнодорожных вагонов | 1955 |
|
SU102354A1 |
| ПОЛИОБЪЕМНЫЙ СИЛЬФОН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2215214C2 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ТИПА КРЕСТОВИН | 1999 |
|
RU2165329C2 |
| Способ изготовления полых тонкостенных изделий с многослойным краевым утолщением в виде профильного венца | 1987 |
|
SU1480956A1 |
| Приспособление для изготовления сифонов | 1935 |
|
SU48100A1 |
| Устройство для изготовления гофрированных труб | 1980 |
|
SU889201A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛООБМЕННИКА | 2007 |
|
RU2448797C2 |
| СТАНОК ДЛЯ ГИБКИ ПРЯМОУГОЛЬНЫХ ТРУБ | 2007 |
|
RU2354479C1 |
| СПОСОБ ПОДАЧИ И АЭРОЗОЛЬНОГО РАСПЫЛИЕНИЯ ЖИДКОГО АКТИВНОГО ПРОДУКТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2098330C1 |
| СПОСОБ ГОФРИРОВАНИЯ ЛИСТОВОГО МАТЕРИАЛА | 1992 |
|
RU2028850C1 |