Уже известен способ электрической сварки труб, при котором электрический ток направляется от электродного ролика, касающегося снаружи обоих свариваемых краев трубы, вдоль сварочного шва к двум нажимным роликам, прижимающим оба края сварочного шва друг к другу и расположенным в продольном направлении трубы позади указанного электродного ролика по обеим ее сторонам.
Этот способ обнаружил следующий недостаток. Изготовленные из меди или бронзы боковые нажимные ролики имеют очень быстрое изнашивание.
В целях устранения этого недостатка применялись железные или стальные нажимные ролики, которые обладают свойством выдерживать большее давление. При опытах оказалось, что эти электродные ролики выдерживали требуемое максимальное давление и что сваривание краев железа происходило в более благоприятных условиях.
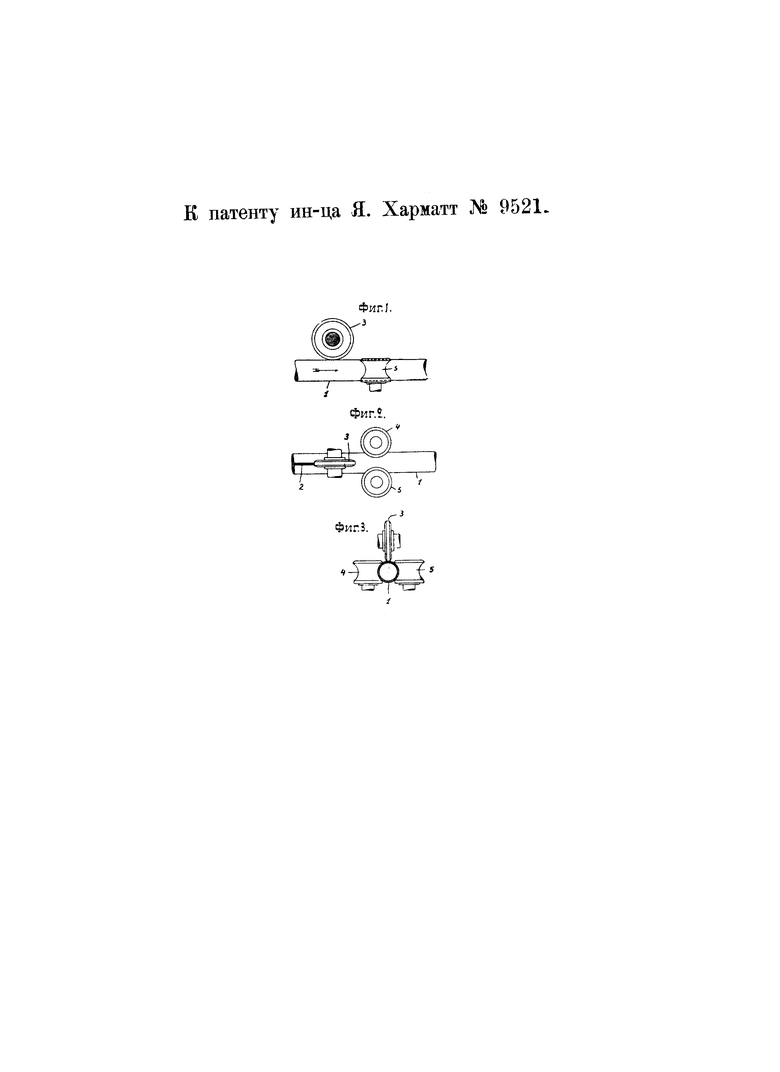
На чертеже фиг. 1 изображает схематически трубосварочную машину в боковом виде; фиг. 2 - вид сверху; фиг. 3 - поперечный разрез. Один полюс электрической цепи соединен с роликом 3, изготовленным из хорошего проводника электричества. Ролик 3 касается обоих краев свариваемого шва 2 трубы 1, изготовленной сгибанием полосового железа. Второй полюс электрической цепи соединен с двумя электродными роликами 4 и 5, изготовленными из железа или стали, прижимающими свариваемые края друг к другу. Труба протягивается непрерывным движением в направлении стрелки на фиг. 1.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для сварки сопротивлением непрерывно движущихся сеток | 1985 |
|
SU1311607A3 |
| СПОСОБ РОЛИКОВОЙ ЭЛЕКТРОСВАРКИ ОБЕЧАЕК РЕЗЕРВУАРОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2194599C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ШОВНОЙ КОНТАКТНОЙ СВАРКИ ЕМКОСТЕЙ | 1995 |
|
RU2144453C1 |
| РАДИАТОР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1926 |
|
SU4682A1 |
| Устройство для электрической сварки продольного шва металлических кабельных оболочек | 1933 |
|
SU36507A1 |
| Устройство для точечной сварки на стыковой машине круглых прутков в тестах их пересечения | 1945 |
|
SU68781A1 |
| МАШИНА КОНТАКТНОЙ РЕЛЬЕФНОЙ СВАРКИ | 2012 |
|
RU2500511C2 |
| СПОСОБ СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2181320C2 |
| Способ компенсации магнитного дутья при электродуговой сварке | 1985 |
|
SU1318354A1 |
| Способ изготовления ускорителей катализа | 1980 |
|
SU1069610A3 |
Устройство для электрической сварки труб из цилиндрически согнутого полосового железа, в котором один полюс сварочной цепи соединен с электродным роликом, касающимся снаружи трубы обоих свариваемых краев, а второй полюс соединен с двумя электродными роликами, прижимающими свариваемые края друг к другу и расположенными по обеим сторонам трубы позади в направлении движения первого электродного ролика, характеризующееся тем, что сварочный электродный ролик 3 изготовлен из меди или другого хорошо проводящего материала, тогда как нажимные электродные ролики 4, 5 изготовлены из железа, стали или другого железного сплава.
