Изобретение относится к станкостроению, а именно.к резцедержателям с устройством для автоматического отвода, подвода и подналадки резца, применяемые, например на расточных станках и автоматических линиях.
Известен резцедержатель с устройством для автоматической подналадки резца, содержащий корпус, державку .с резцом, связанную с корпусом через упругий элемент, клин, установленный в корпусе с возможностью взаимодействия с упругим элементом, цилиндр с поршнем осевой подачи, оправку, установленную с возможностью взаимодействия с клином и посредством винтовой передачи с поршнем цилиндра осевой подачи, и привод поворота для винтовой передачи 1.
Недостатком известного резцедержателя является то, что величина подналадки в нем регулируется вручную путем соответствующей установки конечных выключателей с последуюцим их-креплением.
Целью изобретения является обеспечение дистанционной регулировки длины хоДа подналадки резца.
Указанная цель достигается тем, что привод поворота для винтовой передачи выполнен в виде цилиндра с поршнем-рейкой, зацеплякядейся с зубчатым колесом,- выполненным на оправке , причем упомянутый цилиндр снабжен дополнительными плавающими поршнями, установленными с обеих сторон основного по1яиня с возможностью ограниченного осевого перемещения на величину, равную половине шага зуб10чатого зацепления.
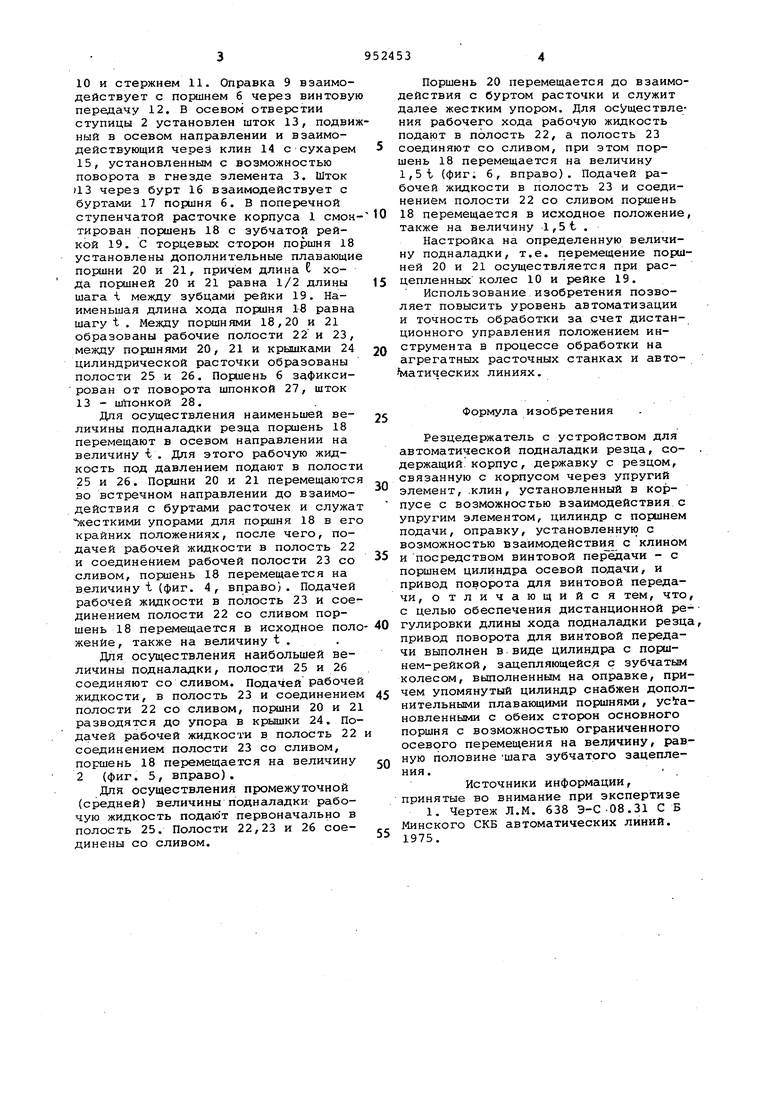
На фиг. 1 показан резцедержатель с устройством для автоматической подналадки резца, продольный разрез; на фиг. 2 узел I на фиг. 1; на
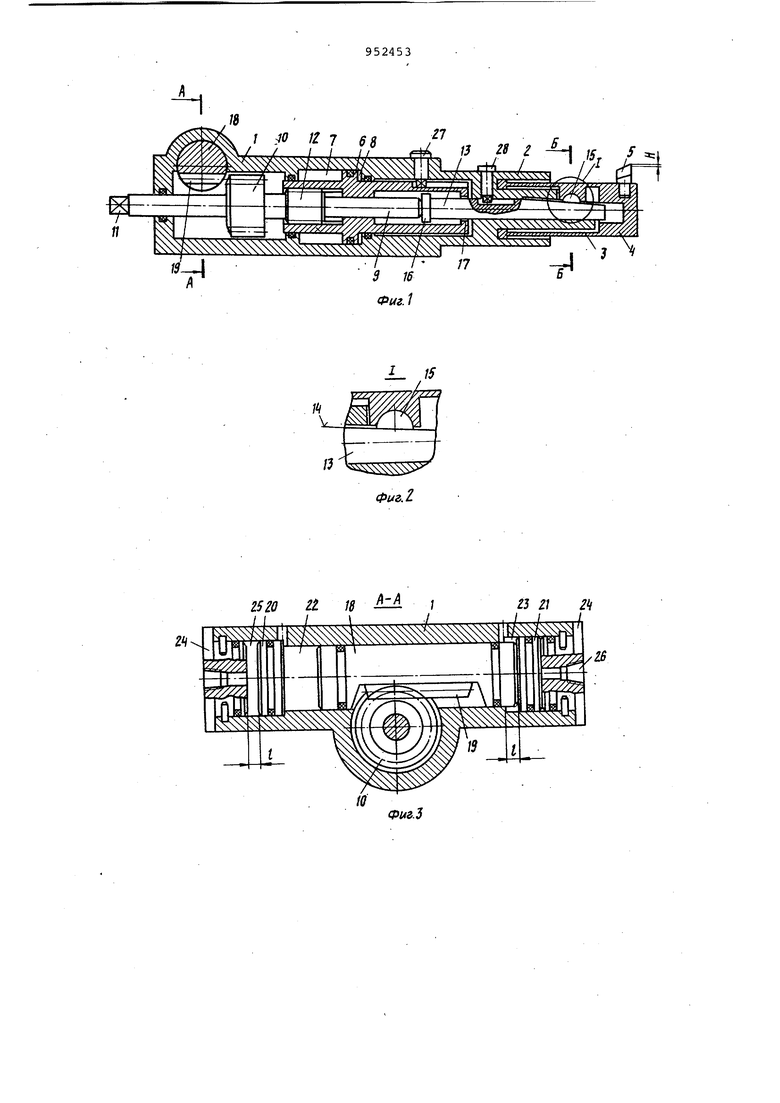
15 фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 1; на фиг. 5 - схема осуществления наименьшей величины подналадки резца; на фиг. 6 - схема осуществления-на20ибольшей величины подналадки резца на фиг. 7 - схема осуществления средней величины подналадки резца.
Резцедержатель содержит корпус 1 со ступицей 2, на которой с помощью
25 упругого элемента 3 закреплена державка 4 с резцом 5. В осевой расточiKe корпуса 1 смонтирован поршень 6 и образованы рабочие полости 7 и 8. В осевом отверстии поршня 6 смонти30рована оправка 9 с зубчатым колесом
10 и стержнем 11. Оправка 9 взаимодействует с поршнем б через винтовую передачу 12, В осевом отверстии ступицы 2 установлен шток 13, подвижный в осевом направлении и взаимодействующий через клин 14 с сухарем 15, установленным с возможностью поворота в гнезде элемента 3. Шток )13 через бурт 16 взаимодействует с буртами 17 поршня 6. В поперечной ступенчатой расточке корпуса 1 емоктирован поршень 18 с зубчатой рейкой 19. С торцевых сторон поршня 18 установлены дополнительные плавающие поршни 20 и 21, причем длина Е хода поршней 20 и 21 равна 1/2 длины шага i между зубцами рейки 19. Наименьшая длина хода поршня 18 равна шагу t . Между поршнями 18,20 и 21 образованы рабочие полости 22 и 23, между поршнями 20, 21 и крышками 24 цилиндрической расточки образованы полости 25 и 26. Поршень 6 зафиксирован от поворота шпонкой 27, шток 13 - шпонкой 28.
Для осуществления наименьшей величины подналадки резца поршень 18 перемещают в осевом направлении на величину i. Для этого рабочую жидкость под давлением подают в полости 25 и 26. Поршни 20 и 21 перемещаются во встречном направлении до взаимодействия с буртами расточек и служат жесткими упорами для поршни 18 в его крайних положениях, после чего, подачей рабочей жидкости в полость 22 и соединением рабочей полости 23 со сливом, поршень 18 перемещается на величину (фиг. 4, вправо). Подачей рабочей жидкости в полость 23 и соединением полости 22 со сливом поршень 18 перемещается в исходное поло женйе, также на величину t .
Для осуществления наибольшей величины подналадки, полости 25 и 26 соединяют со сливом. Подачей Рабочей жидкости, в полость 23 и соединением полости 22 со сливом, поршни 20 и 21 разводятся до упора в крышки 24. Подачей рабочей жидкости в полость 22 соединением полости 23 со сливом, поршень 18 перемещается на величину 2 (фиг. 5, вправо).
Для осуществления промежуточной (средней) величины подналадки рабочую жидкость подают первоначально в полость 25. Полости 22,23 и 26 соединены со сливом.
Поршень 20 перемещается до взаимодействия с буртом расточки и служит далее жестким упором. Для осуществления рабочего хода рабочую жидкость подают в полость 22, а полость 23 соединяют со сливом, при этом поршень 18 перемещается на величину l,5t (фиг; 6, вправо). Подачей рабочей жидкости в полость 23 и соединением полости 22 со сливом пориень 18 перемещается в исходное положение также на величину 1,5t .
Настройка на определенную величину подналадки, т.е. перемещение поршней 20 и 21 осуществляется при расцепленных колес 10 и рейке 19.
Использование изобретения позволяет повысить уровень автоматизации и точность обработки за счет дистанционного управления положением инструмента в процессе обработки на агрегатных расточных станках и авто матических линиях.
Формула изобретения
Резцедержатель с устройством для автоматической подналадки резца, содержащий, корпус , державку с резцом, связанную с корпусом через упругий элемент, .клин, установленный в корпусе с возможностью взаимодействия с упругим элементом, цилиндр с порднем подачи, оправку, установленнунз с возможностью взаимодействия с клином и посредством винтовой передачи - с поршнем цилиндра осевой подачи, и привод поворота для винтовой передачи, отличающийс я тем, что с целью обеспечения дистанционной регулировки длины хода подналадки резца привод поворота для винтовой передачи выполнен в виде цилиндра с поршнем-рейкой, зацепляющейся с зубчатым колесом, выполненным на оправке, причем упомянутый цилиндр снабжен дополнительными плавающими поряинями, усгановленными с обеих сторон основного поршня с возможностью ограниченного осевого перемещения на величину, равную половине шага зубчатого зацепления .
Источники информации, принятые во внимание при экспертизе
1. Чертеж Л.М. 638 Э-С-08.31 С Б Минского СКВ автоматических линий. 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Резцедержатель с устройством для автоматической подналадки резца | 1980 |
|
SU921693A1 |
| Резцедержатель с устройством для автоматической подналадки резца | 1980 |
|
SU933277A1 |
| Резцедержатель с устройством дляАВТОМАТичЕСКОй пОдНАлАдКи РЕзцА | 1978 |
|
SU808212A1 |
| Резцедержатель с устройством для автоматической подналадки резца | 1978 |
|
SU776769A1 |
| Устройство для автоматической подналадки резца | 1974 |
|
SU516471A1 |
| Резцедержатель с устройством для автоматической подналадки резца | 1978 |
|
SU709265A1 |
| Устройство для автоподналадкииНСТРуМЕНТА | 1979 |
|
SU806369A1 |
| Резцедержатель | 1986 |
|
SU1399001A1 |
| Резцедержатель с устройством дляАВТОМАТичЕСКОй пОдНАлАдКи | 1978 |
|
SU808211A1 |
| МЕХАНИЗМ АВТОПОДНАЛАДКИ РЕЗЦА | 1971 |
|
SU312737A1 |
1520 2t 18 bd ;
гз /; f
Фиг.З
/ /,
tt ь гг
