(54) ПОВОДКОВОЕ УСТРОЙСТВО
| название | год | авторы | номер документа |
|---|---|---|---|
| Копировальное устройство для обработки кулачков | 1987 |
|
SU1500464A1 |
| Автоматический самоцентрирующий зажимной патрон | 1990 |
|
SU1722705A2 |
| Поводковый центр | 1989 |
|
SU1708539A1 |
| Шпиндельная головка | 1976 |
|
SU686823A1 |
| Планшайба | 1986 |
|
SU1371845A1 |
| Поводковый патрон | 1981 |
|
SU948550A1 |
| Поводковый патрон | 1989 |
|
SU1712070A1 |
| ЗУБЧАТЫЙ ИНСТРУМЕНТ ДЛЯ УПРОЧНЕНИЯ | 2011 |
|
RU2470731C2 |
| РАСТОЧНЫЙ ПАТРОН | 1972 |
|
SU343777A1 |
| Автоматический поводковый патрон | 1980 |
|
SU956169A1 |
1
Изобретение относится к технологии машиностроения и предназначено для обработки валов на токарных станках.
Известно поводковое устройство, в корпусе которого размещен подпружиненный центр, связанный с поводковыми элементами через зубчатое колесо с винтовыми зубьями, установленное в корпусе патрона зацепляющееся с зубьями, имеющимися на центре, и зубьями втулки, которая смонтирована на наружной стороне корпуса и взаимодействует через кулачковую муфту с подпружиненными в осевом направлении поводковыми ножами 1.
Недостатком известного изобретения является сложность конструкции и больщие габариты из-за наличия промежуточного элемента в цепи деталь - поводковые ножи.
Целью изобретения является повышение надежности зажима при упрощении конструкции.
Указанная цель достигается тем, что выполненные в виде дисков с рабочей поверхностью, спрофилированной по архимедовой спирали, поводковые элементы установлены на введенных в устройство осях, расположенных перпендикулярно оси центра.
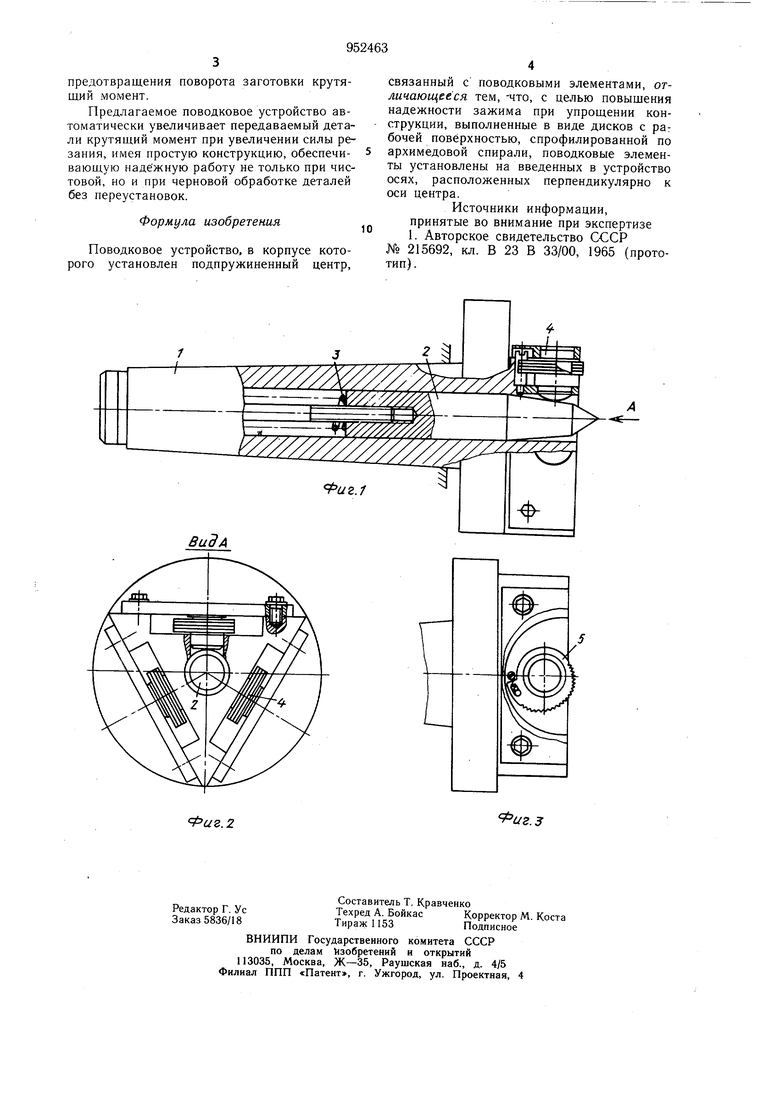
На фиг. 1 представлено устройство, общий вид, с частичными вырывами; на фиг. 2вид А на фиг. 1; на фиг. 3 - вид сверху 5 на фиг. 1.
. В корпусе 1 размещен центр 2, подпружиненный пружиной 3, и оси 4, расположенные перпендикулярно оси центра, на которых
10 размещены поводковые элементы 5, выполненные в виде дисков, рабочая поверхность которых спрофилирована по архимедовой спирали.
Устройство работает следующим образом.
5 Обрабатываемая деталь, перемещаемая центром задней бабки (не показаны) надвигается центровым отверстием на центр 2, и сжимая пружину 3 утапливает его.
При этом выступы зубчатой поверхности поводковых элементов 5 внедряются в торец детали.
Во время обработки усилие резания воспринимается поводковыми элементами 5, которые поворачиваясь вокруг оси 4, автоматически обеспечивают необходимый для
