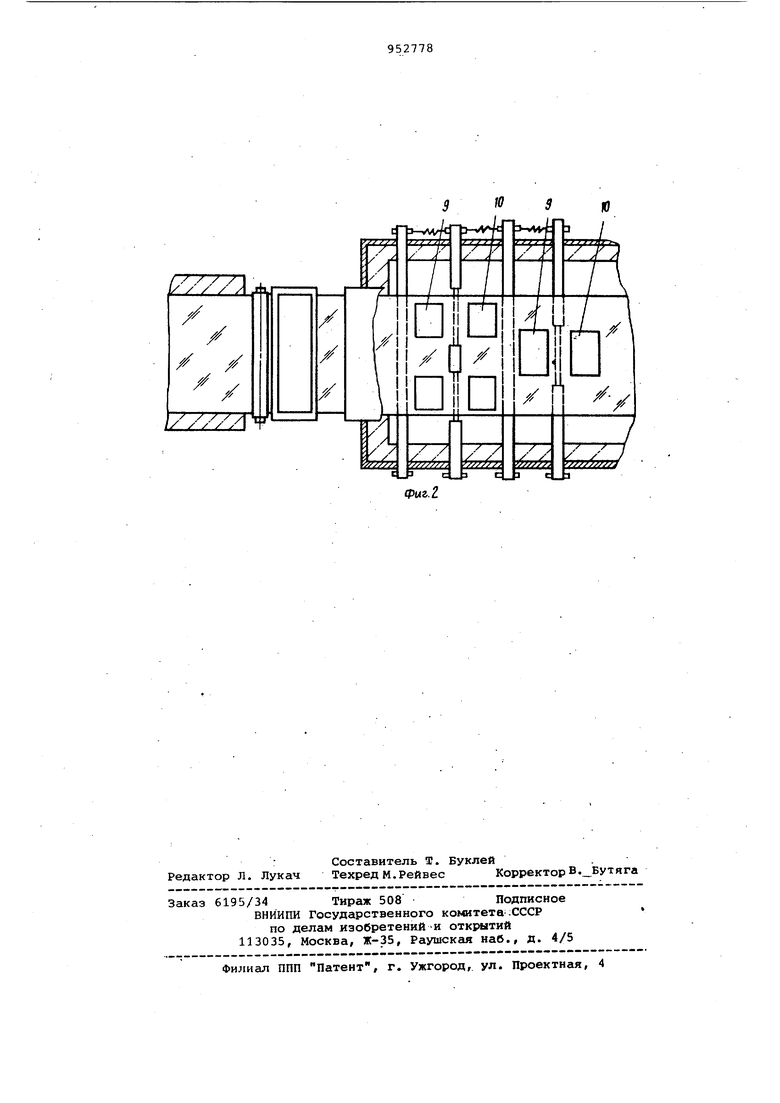
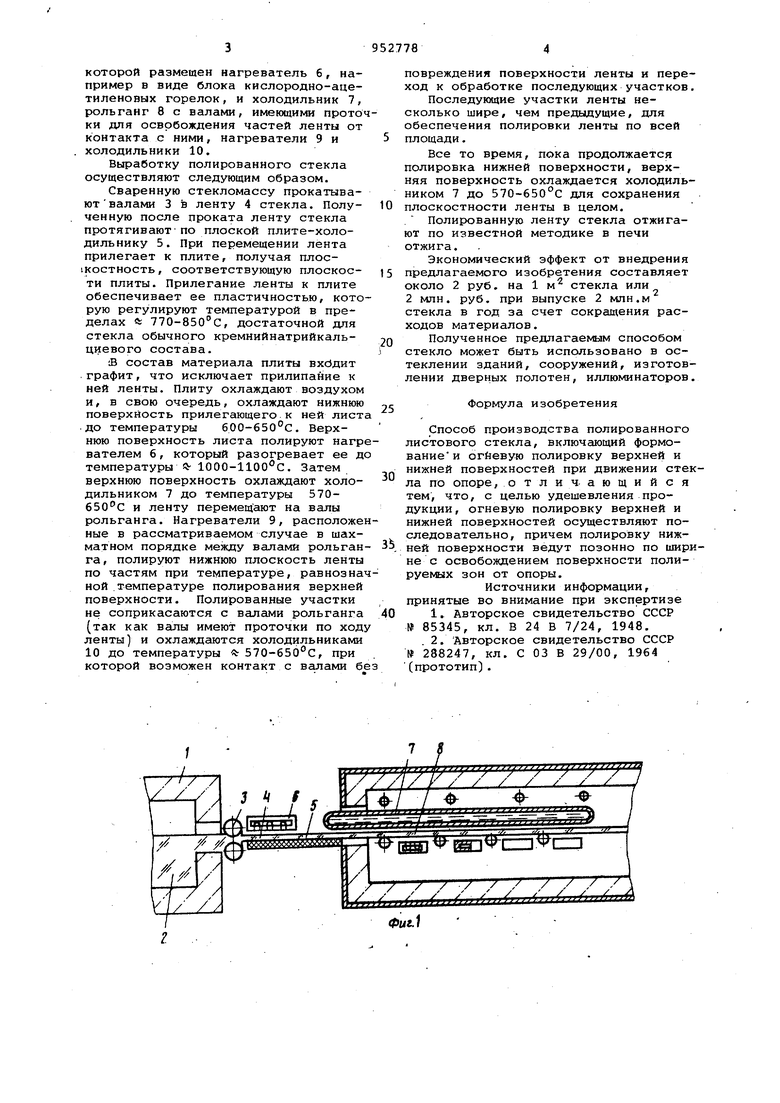
Изобретение относится к промьпиленности строительных материалов, В частности к производству листового стекла с-полированной поверхностью. Известен способ полировки листов го стекла путем механического воздействия на нагретый лист I . Недостаткдм этого способа полировки является механическое воздействие деталей установки на ленту в цессе пр/1ировки, что практически ис ключает возможность получения поверхности без дефектов, а также то, что при нолировке прогревается не только поверхностный слой стекла, но и вся лента по толщине.. Это повы шает пластичность ленты и способствует нарушению геометрических показателей ленты, в. первую очередь, пл костности. В целом эти недостдтки приводят к невозможности получения этим спос бом полированного стекла необходимого качества. Наиболее близким к изобретению по технической сущности и достигаемому результату является способ про изводства полированного листового стекла, включающий формование и огн вую полировку верхней и нижней поверхностей при продвижении стекла по опоре. Опора - ванна с расплавленным металлом . Недостаток известного способа необходимость в ванне с расплавом дефицитного металла и защитной атмосферы .« Целью изобретения является удешевление продукции. Поставленная цель достигается тем, что согласно способу производства полированного листового стекла, включающему формование и огневую полировку верхней ц нижней поверхностей при продвижении стекла по опоре, огневую полировку верхней и нижней поверхностей осуществляют последовательно, причем полировку нижней поверхности ведут позонно по ширине с освобождением поверхности полируемых зон от опоры. На фиг. 1 представлен вариант установки для реализации способа, продольной разрез на фиг. 2 то же, план. Установка включает стекловаренную печь 1 со стекломассой 2, которую формуют валами 3 в ленту 4 стекла, плоскую плиту-холодильник 5, над. которой размещен нагреватель 6, на пример в виде блока кислородно-аце тиленовых горелок, и холодильник 7 рольганг 8 с валами, имеющими прото ки для освобождения частей ленты от контакта с ними, нагреватели 9 и . холодильники 10, Выработку полированного стекла осуществляют следующим образом. Сваренную стекломассу прокатывают валами 3 в ленту 4 стекла. Полученную после проката ленту стекла протягивают-по плоской плите-холодильнику 5. При перемещении лента прилегает к плите, получая плосiKocTHocTb, соответствующую плоскости плиты. Прилегание ленты к плите обеспечивает ее пластичностью, кото рую регулируют температурой в поеделах ft 770-850 С, достаточной для стекла обычного кремнийнатрийкальциевого состава. S состав материала плиты вхСдит графит, что исключает прилипание к ней ленты. Плиту охлаждают воздухом и, в свою очередь, охлаждают нижнюю поверхность прилегающего.к ней лист до температуры 600-650°С. Верхнюю поверхность листа полируют нагр вателем 6, который разогревает ее д температуры «4- 1000-1100°С. Затем верхнюю поверхность охлаждают холодильником 7 до температуры 570650 С и ленту перемещают на валы рольганга. Нагреватели 9, расположен ные в рассматриваемом случае в шахматном порядке между валами рольганга, полируют нижнюю плоскость ленты по частям при температуре, равнознач ной .температуре полирования верхней поверхности. Полированные участки не соприкасаются с валами рольганга (так как валы имеют проточки по ходу ленты) и охлаждаются холодильниками 10 до температуры 4г 570-650°С, при которой возможен контакт с валами бе повреждения поверхности ленты и переход к обработке последующих участков. Последующие участки ленты несколько шире, чем предыдущие, для обеспечения полировки ленты по всей площади. Все то время, пока продолжается полировка нижней поверхности, верхняя поверхность охлаждается холодильником 7 до 570-650°С для сохранения . плоскостности ленты в целом. Полированную ленту стекла отжигают по известной методике в печи отжига. Экономический эффект от внедрения предлагаемого изобретения составляет около 2 руб. на 1 м стекла или 2 млн. руб. при выпуске 2 млн.м стекла в год за счет сокращения расходов материалов. Полученное предлагаемым способом стекло может быть использовано в остеклении зданий, сооружений, изготовлении дверных полотен, иллюминаторов. Формула изобретения Способ производства полированного листового стекла, включающий формование и огйевую полировку верхней и нижней поверхностей при движении стекла по опоре, отличающийся тем, что, с целью удешевления проукции, огневую полировку верхней и нижней поверхностей осуществляют поледовательно, причем полировку нижей поверхности ведут позонно по ширие с освобождением поверхности полиyeNbJx зон от опоры. Источники информации, ринятые во внимание при экспертизе 1. Авторское свидетельство СССР 85345, кл. В 24 В 7/24, 1948. . 2. Авторское свидетельство СССР 288247, кл. С 03 В 29/00, 1964 прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для производства листового полированного стекла | 1981 |
|
SU952779A1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ЛИНИИ ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 2007 |
|
RU2339590C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ЛИНИИ ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 2007 |
|
RU2338701C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛИРОВАННОГО СТЕКЛА | 1986 |
|
SU1443351A1 |
| Способ резки пластичной ленты стекла | 1982 |
|
SU1087478A1 |
| СПОСОБ НЕПРЕРЫВНОГО УПРОЧНЕНИЯ ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 1992 |
|
RU2073658C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 2003 |
|
RU2274614C2 |
| СПОСОБ ПРОИЗВОДСТВА ФЛОАТ-СТЕКЛА | 2012 |
|
RU2499772C1 |
| Способ изготовления листового стекла | 1974 |
|
SU923362A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛИРОВАННОГОСТЕКЛА | 1969 |
|
SU252561A1 |