щим инструментом требуется определенный промежуток времени, определяемый техническими характеристиками электродвигателя и коммутационных элементов, обеспечивающих реверс электродвигателя. Такое положение ограничивает производительность резания, в особенности при нарезании малоформатных заготовок, так как в данном случае названный непроизводительный промежуток времени составляет около 60-70% времени хода корпуса со стеклорезным роликом в одном направлени
Цель изобретения - повышение производительности резания.
Поставленная цель достигается тем, что режущая головка для резки листового стекла, содержащая корпус, подпружиненный шток с упором на одном конце, режущим роликом на другом и регулирующими гайками, снабжена отламывающим роликом,расположенным на корпусе под углом к продольной оси головки, а корпус смонтирован с возможностью вращения вокруг оси, перпендикулярной плоскости резания.
Предлагаемое конструктивное решение позволяет отказаться от традиционного, малопроизводительного для вырезки малоформатных заготовок возвратно-поступательного движения корпуса режущей головки,заменив его на вращательное в плоскости резания, которое является более производительным при нанесении реза на стеклянную ленту, ширина которой не превышает 50-60 мм.
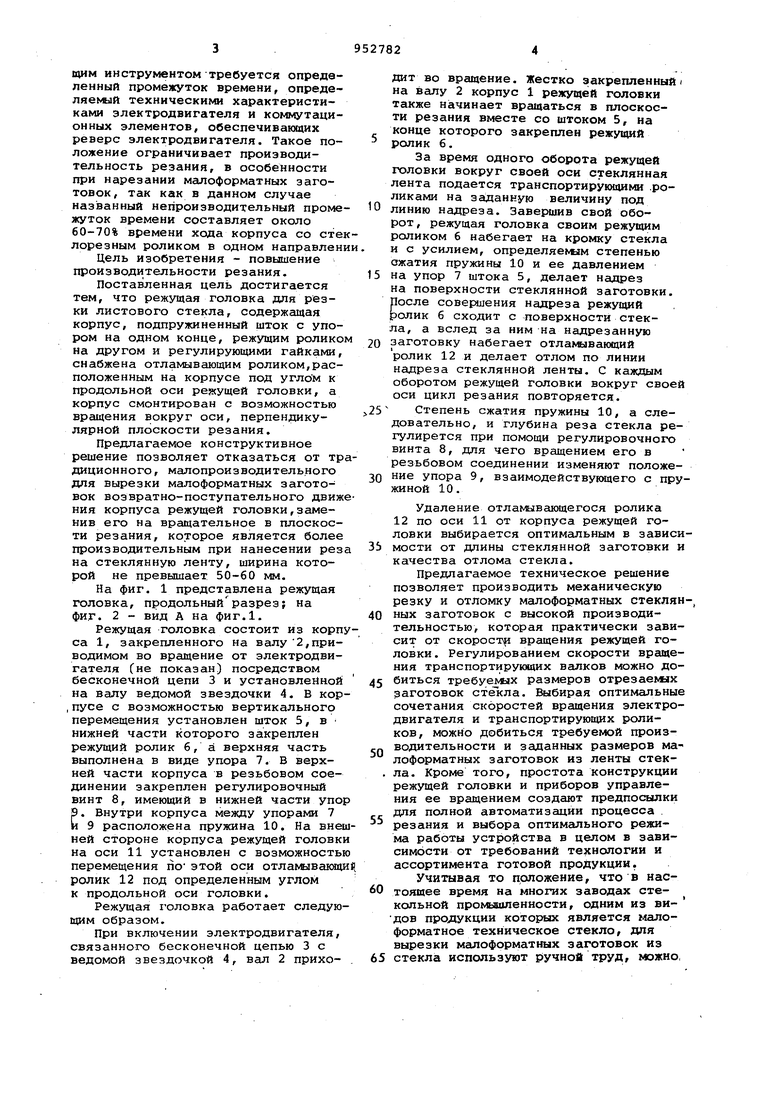
На фиг. 1 представлена режущая головка, продольныйвразрез; на фиг. 2 - вид А на фиг.1.
Режущая головка состоит из корпуса 1, закрепленного на валу 2,приводимом во вращение от электродвигателя (не показан) посредством бесконечной цепи 3 и установлейной на валу ведомой звездочки 4. В кор,пусе с возможностью вертикального перемещения установлен шток 5, в нижней части которого закреплен режущий ролик 6, а верхняя часть Выполнена в виде упора 7. В верхней части корпуса в резьбовом соединении закреплен регулировочный винт 8, имеющий в нижней части упор р. Внутри корпуса между упорами 7 и 9 расположена пружина 10. На внешней стороне корпуса режущей головки на оси 11 установлен с возможностью перемещения по этой оси отлаыывакщя ролик 12 под определенным углом к продольной оси головки.
Режущая головка работает следующим образом.
При включении электродвигателя, связанного бесконечной цепью 3 с ведомой звездочкой 4, вал 2 приходит во вращение. Жестко закрепленный на валу 2 корпус 1 режущей головки также начинает вращаться в плоскости резания вместе со штоком 5, на конце которого закреплен режущий
ролик 6.
За время одного оборота режущей головки вокруг своей оси стеклянная лента подается транспортирующими .роликами на заданную величину под
0 линию надреза. Завершив свой оборот, режущая головка своим режущим роликом 6 набегает на кромку стекла и с усилием, определяе 11М степенью сжатия пружины 10 и ее давлением
5 на упор 7 штока 5, делает надрез на поверхности стеклянной заготовки. После совершения надреза режущий ролик 6 сходит с поверхности стекла, а вслед за ним на надрезанную
0 заготовку набегает отламывающий ролик 12 и делает отлом по линии надреза стеклянной ленты. С каждым оборотом режущей головки вокруг своей оси цикл резания повторяется. 5 Степень сжатия пружины 10, а следовательно, и глубина реза стекла регулирется при помощи регулировочного винта 8, для чего вращением его в резьбовом соединении изменяют положение упора 9, взаимодействующего с пружиной 10.
Удаление отламывающегося ролика 12 по оси 11 от корпуса режущей головки выбирается оптимальным в зависимости от длины стеклянной заготовки и качества отлома стекла.
Предлагаемое техническое решение позволяет производить механическую резку и отломку малоформатных стеклян-,
0 ных заготовок с высокой производительностью, которая практически зависит от скоростр вращения режущей головки . Регулированием скорости вращения транспортирующих валков можно добиться требуемых размеров отрезаемлх заготовок стёкла. Выбирая оптимальные сочетания скоростей вргодения электродвигателя и транспортирующих роликов, можно добиться требуемой производительности и заданных размеров малоформатных заготовок из ленты стек. ла. Кроме того, простота конструкции режущей головки и приборов управления ее вращением создают предпосылки для полной автоматизации процесса .
резания и выбора оптимального режима работы устройства в цепом в зависимости от требований технологии и ассортимента готовой продукции.
Учитывая то прложение, что в настоящее время на многих заводах стекольной промьвиленности, одним из видов продукции которых является малоформатное техническое стекло, для вырезки малоформатных заготовок из
65 стекла используют ручной труд, можно, сделать заключение об актуальности безусловной экономической эффективности и целесообразности внедрения режущей головки в производство. Формула изобретения Режущая головка для резки листового стекла, содержащая корпус,подпружиненный шток с упором на одном конце, режущим роликом на другом и регулирунвдими гайками, отличающаяся тем, что,с целью повышения производительности, она снабжена отлаилвающим роликом,расположенным на корпусе под углом к продольной оси режущей головки,а корпус смонтирован с возможностью вргицения вокруг оси, .перпендикулярной к плоскости резания. Источники информациц, принятые во внимание при экспертизе 1.Авторское свидетельство СССР 283525, кл. С 03 В 33/02, 1968. 2.Авторское свидетельство СССР р 57297, кл. С 03 В 33/02, 1936 ;(прототип) .

| название | год | авторы | номер документа |
|---|---|---|---|
| Режущая головка для резки листового стекла | 1982 |
|
SU1035007A2 |
| Устройство для вырезки фигурных стекол | 1981 |
|
SU990695A1 |
| Устройство для вырезания фигурных стекол | 1976 |
|
SU652129A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ РАЗДЕЛЕНИЯ НЕПРЕРЫВНОЙ СТЕКЛЯННОЙ ЛЕНТЫ | 2008 |
|
RU2432325C1 |
| Устройство для отделения отходов стекла | 1975 |
|
SU616242A1 |
| Устройство для изготовления заготовок дротового стекла | 1972 |
|
SU449018A1 |
| Устройство для разрушения облоя при вырезке плоских фигурных стекол | 1982 |
|
SU1057445A1 |
| Устройство для вырезания фигурного стекла | 1990 |
|
SU1749188A1 |
| Устройство для отделения стеклянных трубчатых заготовок | 1976 |
|
SU715516A1 |
| Устройство для резки стеклянных трубок | 1977 |
|
SU726038A1 |
